ę╗ĪóŲ¾śI(y©©)║åĮķ
║■─Ž─Ž▄ćĢr┤·ļŖäėŲ¹▄ć╣╔Ę▌ėąŽ▐╣½╦Šäō(chu©żng)┴óė┌2007─ĻŻ¼¼F(xi©żn)┐é┘Y«a(ch©Żn)8ā|į¬ĪŻ2012─ĻõN╩█╩š╚ļ6ā|į¬Ż¼└¹ČÉ4000╚fį¬ĪŻ╣½╦Šų┬┴”ė┌šŲ╬š│Ū╩ą┐═▄ć╣Ø(ji©”)─▄┼cą┬─▄į┤╝╝ąg(sh©┤)Īóę²ŅI(l©½ng)ŠG╔½│Ū╩ą┐═▄接Įy(t©»ng)╝╝ąg(sh©┤)ūāĖ’ĪóīŻśI(y©©)ķ_░l(f©Ī)╣Ø(ji©”)─▄Łh(hu©ón)▒Ż│Ū╩ą┐═▄ćĪŻ╣½╦ŠŽ╚║¾│ąō·20ČÓĒŚć°╝ę863╣Ø(ji©”)─▄┼cą┬─▄į┤Ų¹▄ćųž┤¾ĒŚ─┐Ą─čą░l(f©Ī)šnŅ}Ż¼ōĒėąĮ³░┘ĒŚ¬ÜėąĄ─┐Ų╝╝│╔╣¹Ż¼╩Ū─┐Ū░ć°ā╚(n©©i)╬©ę╗═¼ĢrŠ▀éõļŖÖCĪóļŖ┐žĄ╚ļŖäėŲ¹▄ćĻP(gu©Īn)µI┴Ń▓┐╝■║═äė┴”┐é│╔ŽĄĮy(t©»ng)ęį╝░š¹▄ćčą░l(f©Ī)║═ųŲįņ«a(ch©Żn)śI(y©©)╗»─▄┴”Ą─Ų¾śI(y©©)ĪŻ×ķØMūŃ╩ął÷Ą─ąĶ꬯¼╠ßĖ▀╔·«a(ch©Żn)─▄┴”Ż¼2013─ĻŻ¼╣½╦Š═Č┘Y3ā|į¬Ż¼öUĮ©š¹▄ć╔·«a(ch©Żn)╗∙ĄžĪóć°╝ę╝ēįć“×Öz£yųąą─ęį╝░ŽĄĮy(t©»ng)┴Ń▓┐╝■«a(ch©Żn)ŲĘ╔·«a(ch©Żn)╗∙ĄžĪŻ“╩«Č■╬Õ”─®Ż¼╣½╦ŠīóŠ▀éõ─Ļ«a(ch©Żn)╣Ø(ji©”)─▄┼cą┬─▄į┤┐═▄ć3000Ī½5000▌vŻ¼ŽĄĮy(t©»ng)╝░ĻP(gu©Īn)µI┴Ń▓┐╝■20000╠ūĄ─╔·«a(ch©Żn)─▄┴”ĪŻ

łD1 ║■─Ž─Ž▄ćĢr┤·ļŖäėŲ¹▄ć╣╔Ę▌ėąŽ▐╣½╦Š
Č■ĪóŲ¾śI(y©©)ą┼Žó╗»æ¬(y©®ng)ė├┐é¾w¼F(xi©żn)ĀŅ
╣½╦Šį┌ų\Ū¾┐ņ╦┘░l(f©Ī)š╣Ą─═¼ĢrŻ¼╠žäeūóųž“ęįą┼Žó╗»═Ųäė╣żśI(y©©)╗»Ż¼ęį╣żśI(y©©)╗»┤┘▀Mą┼Žó╗»”Įø(j©®ng)ĀI└Ē─ŅŻ¼ŠoŠoć·└@“ųąčļŲ¾śI(y©©)ą┼Žó╗»╣▄└Ē╠ß╔²”ųą╠ß│÷Ą─ą┼Žó╗»“ĄŪĖ▀ėŗäØ”Ą─┐é¾w╦╝ŽļŻ¼ĮM┐Ś╣½╦Šā×(y©Łu)┘|(zh©¼)┘Yį┤║═ā×(y©Łu)ąŃłFĻĀŻ¼┤¾┴”═Ų▀Mą┼Žó╗»Į©įO(sh©©)Ż¼ęįŽ╚▀MĄ─ą┼Žó╗»╣▄└ĒŲĮ┼_ų·═ŲŲ¾śI(y©©)╣▄└Ē┐ņ╦┘╠ß╔²ĪŻ
ĮY(ji©”)║Ž╣½╦Š╩Ūę╗╝ęŲ¹▄ćčą░l(f©Ī)ĪóųŲįņĪóõN╩█ė┌ę╗¾wĄ─╚½«a(ch©Żn)śI(y©©)µ£Ų¾śI(y©©)ĪŻ╣½╦ŠĮY(ji©”)║ŽŠ½ęµ╣żÅSĮ©įO(sh©©)Ż¼╚½├µ═Ų▀M▀mæ¬(y©®ng)┐═▄ćš¹▄ć╔·«a(ch©Żn)ųŲįņĄ─ą┼Žó╗»╣ż│╠Ż¼×ķ╣½╦Š╠ß╣®Įy(t©»ng)ę╗Īó╝»│╔ĪóĖ▀ą¦Ą─╣▄└ĒŲĮ┼_ĪŻ2011─Ļų┴Į±Ż¼╣½╦ŠīŹ╩®┴╦ERPĪóPLMĪóMESĪóQMSŽĄĮy(t©»ng)Ż¼║Ł╔w┴╦╣½╦ŠÅ─ĀIõNĪóžöäš(w©┤)ĪóėŗäØĪó╬’┴„Īó│╔▒ŠĪóčą░l(f©Ī)Īó┘|(zh©¼)┴┐Ą╚š¹éĆśI(y©©)äš(w©┤)Ż¼└Ł═©┴╦Å─čą░l(f©Ī)įO(sh©©)ėŗĪó▓╔┘Å╔·«a(ch©Żn)Īó▀^│╠┘|(zh©¼)┴┐▒O(ji©Īn)┐žĪóõN╩█│÷žøĪóžöäš(w©┤)╣▄└ĒĄ╚š¹éĆśI(y©©)äš(w©┤)┴„│╠Ż¼×ķ┐sČ╠«a(ch©Żn)ŲĘ╔·├³ų▄Ų┌Īó╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩ĪóĮĄĄ═│╔▒ŠĪó▒ŻūC┘|(zh©¼)┴┐ĪóØMūŃĮ╗ĖČŻ¼Į©┴ó┴╦ę╗╠ūĮy(t©»ng)ę╗╝»│╔Īó┐ŲīW(xu©”)Ė▀ą¦Ą─ą┼Žó╗»╣▄└ĒŲĮ┼_ĪŻ
─┐Ū░╣½╦Š═Ļ│╔┴╦š¹¾wśI(y©©)äš(w©┤)┴„│╠ųžĮ©Īó┘Yį┤ā×(y©Łu)╗»║═ą┼Žóš¹║ŽĄ─╣żū„Ż¼ĮŌøQ┴╦╣½╦Šš¹¾w┘Yį┤ėŗäØ▀\╦ŃĄ─å¢Ņ}ĪŻ▓┐ĘųŽĄĮy(t©»ng)▀Mąą┴╦╔Ņ╚ļĄ─╝»│╔Ż¼ų▓ĮÅ─ą┼Žó╝╝ąg(sh©┤)Ž“ą┼Žó╣▄└Ē▐D(zhu©Żn)ą═ĪŻę└┐┐¼F(xi©żn)ėąą┼Žó╗»¾wŽĄŻ¼═©▀^ļŖūė┐┤░ÕĪó«É│ŻŅA(y©┤)Š»ĪóųŪ─▄Įy(t©»ng)ėŗĄ╚ĘĮĘ©Ż¼╔Ņ╚ļ═┌Š“ą┼Žó┘Yį┤ārųĄŻ¼┴”Ū¾┤“įņć°ā╚(n©©i)┐═▄ć╔·«a(ch©Żn)ųŲįņśI(y©©)ś╦ŚUŻ¼×ķŲ¾śI(y©©)ųŪ─▄öĄ(sh©┤)ūų╗»╣żÅSĮ©įO(sh©©)śŗ(g©░u)Į©┴╦ę╗š¹╠ūłįīŹĄ─ą┼Žó╗»╣▄┐ž¾wŽĄĪŻ
╚²Īóģóįuą┼Žó╗»ĒŚ─┐įö╝ÜŪķørĮķĮB
×ķØMūŃ«öŪ░ąĪ┼·┴┐ĪóĖ▀ŲĘ┘|(zh©¼)ĪóČ╠Į╗Ų┌ĪóČ©ųŲ╗»Ą─╩ął÷ąĶŪ¾Ż¼▀mæ¬(y©®ng)╣½╦ŠĖ▀╦┘░l(f©Ī)š╣Ą─æ(zh©żn)┬įę¬Ū¾Ż¼─Ž▄ćĢr┤·ļŖäė═©▀^╚½├µš{(di©żo)čą║═▀xą═Ż¼ĮY(ji©”)║ŽČÓ─ĻŠ½ęµ╔·«a(ch©Żn)│╔╣¹Ż¼ę²ė├Ž╚▀MĄ─ą┼Žó╗»╩ųČ╬Ż¼ė┌2012─Ļ7į┬ķ_╩╝īŹ╩®“╗∙ė┌RFID MESĄ─öĄ(sh©┤)ūų╗»Š½ęµ╣żÅSĮ©įO(sh©©)”ĒŚ─┐Ż¼▓óė┌2012─Ļ12į┬│╔╣”╔ŽŠĆŻ¼│╔×ķ─Ž▄ćųĻų▐蹊┐╦∙Ą┌ę╗╝ęęįMESŽĄĮy(t©»ng)īŹ¼F(xi©żn)▄ćķg╣ż╬╗ųŲ╝┤Ģr╗»╣▄└ĒĄ─Š½ęµųŲįņ╣żÅSĪŻ
┤╦ĒŚ─┐ęįą┼Žó╗»×ķ▌d¾wŻ¼ęįŠ½ęµ╣▄└Ē×ķųĖī¦(d©Żo)╦╝ŽļŻ¼╚½├µĖ▓╔w┴╦Å─╣ż╦ć╣▄└ĒĪó╔·«a(ch©Żn)ėŗäØĪó╔·«a(ch©Żn)ėåå╬╣▄└ĒĪó╬’┴Ž┼õ╦═Īó½@╚Ī╔·«a(ch©Żn)ųĖ┴ŅĪół¾╣żĪó▀^│╠Öz“×Īó╔·«a(ch©Żn)╣Ø(ji©”)┼─┐žųŲĪó«É│Ż╣▄└ĒĪóįO(sh©©)éõ╣▄└ĒĪó5S╣▄└ĒĪŻ┬╩Ž╚į┌╔·«a(ch©Żn)▄ćķgīŹ¼F(xi©żn)“ę╗┐©═©”Ą─╣▄└Ē─Ż╩ĮŻ║«a(ch©Żn)ŲĘĖ·█Ö“ę╗┐©═©”Ż¼Å─═Č«a(ch©Żn)ĄĮŽ┬ŠĆŻ¼ę╗┐©ĮēČ©Ż¼«a(ch©Żn)ŲĘą┼Žó╦ó┐©╝┤Ą├Ż╗╬’┴Ž┼õ╦═“ę╗┐©═©”Ż¼╦ó┐©ęŲäėÆ■┼õŻ¼ę╗▄ćę╗┐©Ż¼╦ó┐©õøÖCŻ¼╦ó┐©║×╩šŻ╗▀^│╠Öz“דę╗┐©═©”Ż¼╔ŽŽ┬Ą└╣żą“▐D(zhu©Żn)ą“╦ó┐©╗źÖzŻ¼═Ļ╣żĢr╦ó┐©ūįÖzŻ¼┘|(zh©¼)ÖzåT╦ó┐©īŻÖzĪŻ¤oŠĆŠW(w©Żng)Įj(lu©░)Ż¼ÆĻ├ōČ©³cČ©ĢrõøÖC╩°┐`Ż¼ļSĢrļSĄž╝┤ĢrõøÖCŻ¼£p╔┘ęŲäė└╦┘MŻ¼ėą┴”Ąž═Ųäė┴╦ļŖäėŲ¹▄ćš¹▄ć╔·«a(ch©Żn)╣▄└ĒŠ½╝Ü╗»Īó╝┤Ģr╗»Īóą┼Žó╗»Īó┐╔ęĢ╗»ĪŻ
1. ĒŚ─┐▒│Š░ĮķĮB
Į³─ĻüĒERPęčū„×ķ│╔╩ņĄ─æ¬(y©®ng)ė├▄ø╝■į┌Ė„ąąĖ„śI(y©©)▀MąąÅVĘ║æ¬(y©®ng)ė├Ż¼Ą½╣▄└ĒĮńī”ERPį┌ųŲįņśI(y©©)Ą─Č©╬╗┼cįO(sh©©)ėŗ╩Ūßśī”║╦╦Ń┼cėŗäØīėŻ¼Č°į┌╔·«a(ch©Żn)▄ćķg¼F(xi©żn)ł÷╣▄└ĒĘĮ├µģs┤µį┌╚▒Ž▌ĪŻ╦∙ęįį┌2011─ĻŻ¼╣½╦Š│╔╣”īŹ╩®┴╦SAP ERPĪóWINDCHILL PLM╝░FRACAS QMSŽĄĮy(t©»ng)Ż¼2012─Ļ═Ļ│╔┴╦SRM║═CRMĄ─═Ų▀MŻ¼ą╬│╔┴╦ČÓśI(y©©)äš(w©┤)░ÕēKą┼Žó╗»╣▄┐žĄ─Ū░╠ߎ┬ĪŻ×ķīóERPėŗäØėąą¦ł╠(zh©¬)ąąŻ¼▓ó╝░ĢrĪó┐═ė^Ąžš╣¼F(xi©żn)╔·«a(ch©Żn)▀^│╠Ż¼╝░ĢrĘ┤æ¬(y©®ng)▄ćķg╔·«a(ch©Żn)ę╗ŠĆĄ─īŹĢräėæB(t©żi)ĀŅørŻ¼ät▒žĒÜėąßśī”ė┌▄ćķg░ÓĮM╣▄└ĒĄ─ą┼Žó╗»ŽĄĮy(t©»ng)ų¦ō╬ĪŻ═¼ĢrČÓ─ĻüĒŠ½ęµ╔·«a(ch©Żn)═Ų▀MĘĮ╩Į║═│╔╣¹ęÓ╝▒ąĶę╗╠ūą┼Žó╗»ŽĄĮy(t©»ng)▀Mąąėąą¦Ą─╣╠╗»ĪŻ
MES─▄═©▀^ą┼Žóé„▀fī”Å─ėåå╬Ž┬▀_ĄĮ«a(ch©Żn)ŲĘ═Ļ│╔Ą─š¹éĆ╔·«a(ch©Żn)▀^│╠▀Mąąā×(y©Łu)╗»╣▄└ĒĪŻ«ö╣żÅS░l(f©Ī)╔·īŹĢr╩┬╝■ĢrŻ¼MES─▄ī”┤╦╝░Ģrū÷│÷Ę┤æ¬(y©®ng)Īół¾ĖµŻ¼▓óė├«öŪ░Ą─£╩┤_öĄ(sh©┤)ō■(j©┤)ī”╦³éā▀MąąųĖī¦(d©Żo)║═╠Ä└ĒŻ╗╩╣ė├«öŪ░Ą─║═Š½┤_Ą─īŹĢröĄ(sh©┤)ō■(j©┤)Ż¼ųĖī¦(d©Żo)▄ćķg¼F(xi©żn)ł÷╗ŅäėŻ¼▓óī”░l(f©Ī)╔·Ą─╗Ņäė▀MąąĒææ¬(y©®ng)║═ģRł¾Ż¼ą╬│╔ī”ūā╗»Śl╝■Ą─čĖ╦┘Ēææ¬(y©®ng)Ż¼▓óīŻūóė┌£p╔┘¤oārųĄ╗ŅäėŻ¼“ī(q©▒)äėėąą¦Ą─ÅS╝ē▓┘ū„║═▀^│╠ĪŻ
╗∙ė┌┤╦Ż¼╣½╦ŠĮø(j©®ng)▀^│õĘųš{(di©żo)čą║¾Ż¼ė┌┐═▄ćąąśI(y©©)╩ū┤╬ćLįć╚½├µę²▀M┴╦╗∙ė┌RFID╝╝ąg(sh©┤)Ą─MESŲĮ┼_Į©įO(sh©©)Ż¼ęįīŹ¼F(xi©żn)Ų¾śI(y©©)¼F(xi©żn)ł÷╗∙ė┌Š½ęµ╣▄└ĒĄ─╚½öĄ(sh©┤)ūų╗»╣żÅSŻ¼═©▀^“ę╗┐©═©”─Ż╩ĮīŹ¼F(xi©żn)¤o╝ł╗»ĪóĄ═│╔▒ŠĄ─īŹĢr▒ŌŲĮ╣▄└ĒĪŻ
╣½╦Š═©▀^╚½├µš{(di©żo)čą║═▀xą═Ż¼ĮY(ji©”)║ŽČÓ─ĻŠ½ęµ╔·«a(ch©Żn)│╔╣¹Ż¼ę²ė├Ž╚▀MĄ─ą┼Žó╗»╩ųČ╬Ż¼ė┌2012─Ļ7į┬ķ_╩╝īŹ╩®“╗∙ė┌RFID MESĄ─öĄ(sh©┤)ūų╗»Š½ęµ╣żÅSĮ©įO(sh©©)”ĒŚ─┐Ż¼▓óė┌2012─Ļ12į┬│╔╣”╔ŽŠĆŻ¼│╔×ķ─Ž▄ćųĻų▐蹊┐╦∙Ą┌ę╗╝ęęįMESŽĄĮy(t©»ng)īŹ¼F(xi©żn)▄ćķg╣ż╬╗ųŲ╝┤Ģr╗»╣▄└ĒĄ─Š½ęµųŲįņ╣żÅSĪŻ
2. ĒŚ─┐─┐ś╦┼cīŹ╩®įŁät
Ė∙ō■(j©┤)ć°┘Y╬»“╩«Č■╬Õ”ą┼Žó╗»╣żū„ųĖī¦(d©Żo)ęŌęŖŻ¼ĮY(ji©”)║ŽIT╝╝ąg(sh©┤)░l(f©Ī)š╣▓╗öÓ═Ļ╔ŲĪóā×(y©Łu)╗»ą┼Žó╗»┐é¾w╝▄śŗ(g©░u)Ż¼▓╔ė├ą┬╝╝ąg(sh©┤)Īóą┬æ¬(y©®ng)ė├Ż¼ęįžSĖ╗═Ļ╔Ųą┼Žó╗»Į©įO(sh©©)ā╚(n©©i)╚▌ĪŻņ¢╣╠ą┼Žó╗»Į©įO(sh©©)│╔╣¹Ż¼╔Ņ╚ļ═┌Š“ą┼Žó┘Yį┤ārųĄŻ¼ęįą┼Žó╗»Ä¦äėŲ¾śI(y©©)╣▄└ĒĪó╝╝ąg(sh©┤)äō(chu©żng)ą┬Ż¼į┌“╩«Č■╬Õ”─®Ų¾śI(y©©)ą┼Žó╗»╦«ŲĮ▀_ĄĮć°┘Y╬»▒Ż│ųŽ╚▀Mąą┴ąĪŻ╣½╦Šį┌ęčėąĄ─ą┼Žó╗»ŽĄĮy(t©»ng)ų¦ō╬Ž┬Ż¼ī”śI(y©©)äš(w©┤)╣▄└Ēę¬Ū¾įĮüĒįĮŠ½╝ÜŻ¼įĮüĒįĮ═Ė├„Ż¼Ų┌═¹═©▀^MESŽĄĮy(t©»ng)īŹ¼F(xi©żn)╚ńŽ┬─┐ś╦Ż║
╚½├µšŲ┐žŻ║╣▄└Ēīėī”╔·«a(ch©Żn)äėæB(t©żi)Ą─īŹĢrąįĪó╔·«a(ch©Żn)ą¦┬╩Īó╚╦åT┐āą¦Īó«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ą─╚½├µ╣▄└ĒĄ╚═¼▓Į╣▄┐žĄ─ąĶŪ¾įĮüĒįĮŠoŲ╚Ż╗
▓┐ķTģf(xi©”)ū„Ż║śI(y©©)äš(w©┤)▀^│╠ąĶ▀Bž×┼cŽÓ╗ź╗³║╦Ż¼öĄ(sh©┤)ō■(j©┤)īŹĢr▓╔╝»Ż¼ę╗╠Ä▓╔╝»ČÓ╠Äæ¬(y©®ng)ė├Ż¼▒▄├ŌųžÅ═(f©┤)õø╚ļŻ╗öĄ(sh©┤)ō■(j©┤)Ę┤ė│¼F(xi©żn)ĀŅŻ¼ų¦│ų┐╔ęĢ╗»øQ▓▀Ż╗Š½£╩Ą─┼õ╦═Ż¼£╩┤_ĪóĖ▀ą¦Īó¤o╝ł╗»Ż¼Ą═│╔▒Š▒ŃĮ▌▀\ū„ĪŻ
¼F(xi©żn)ł÷╣▄┐žŻ║ąĶīŹ¼F(xi©żn)š²Ž“╣▄└Ē┼cĘ┤Ž“ūĘ╦▌Ż¼ī”š¹▄ć╗“ĻP(gu©Īn)µI╝■▀Mąą¼F(xi©żn)ł÷īŹĢr╣▄└Ē┼c╩┬║¾╚½├µūĘ╦▌Ż¼ū÷ĄĮĖ„éĆ╬’┴Ž┼c╣żą“╔Žą┼ŽóĄ─╚½├µĖ▓╔wŻ¼ī”čb┼õ¼F(xi©żn)ł÷Ą─├┐Ą└╣żą“▀Mąą▓┘ū„▓Į¾E║═ė├┴Ž╣▄└ĒŻ¼╚½├µīŹ¼F(xi©żn)ś╦£╩ū„śI(y©©)║═╬’┴Ž▒O(ji©Īn)┐žĪŻ
┐āą¦Įy(t©»ng)ėŗŻ║ęÄ(gu©®)ĘČ¼F(xi©żn)ł÷ū„śI(y©©)Ż¼ū÷ĄĮŹÅ╬╗Īó╚╦åTĪó╣żū„┴┐╚½├µ╣▄└ĒŻ¼īŹĢr┴╦ĮŌ┼cĮy(t©»ng)ėŗ¼F(xi©żn)ł÷▓┘ū„╚╦åTŪķørŻ¼ū÷ĄĮęįėŗ╝■×ķ£╩Ż¼═¼ĢrīŹ¼F(xi©żn)┐éĢrķg╣▄└ĒŻ¼ęįį÷ÅŖ┐āą¦ĪŻ
ūā╗»³c╣▄└ĒŻ║Ė∙ō■(j©┤)ERPųąBOM║═╣ż╦ć┬ĘŠĆś╦£╩Ż¼įO(sh©©)ų├├┐┼·▄ćĄ─čb┼õ╣żą“║═ė├┴ŽŪķørŻ¼ę╗Ą®│÷¼F(xi©żn)┼cś╦£╩▓╗ę╗ų┬Ą─¼F(xi©żn)Ž¾Ż¼╝┤ąĶ═ŻŠĆ╠Ä└ĒŻ¼┤²«É│ŻĮŌøQ║¾į┘ķ_╣żĪŻ
┐é¾w─┐ś╦Š═╩Ūę¬ęįą┼Žó╗»×ķ▌d¾wŻ¼ęįŠ½ęµ╣▄└Ē×ķųĖī¦(d©Żo)╦╝ŽļŻ¼├µŽ“š¹▄ć╔·«a(ch©Żn)▀^│╠Ą─╬Õ┤¾▄ćķg╝░Ė„░ÓĮMŻ¼ę²▀MMESŠ½ęµ╗»╣▄└ĒŲĮ┼_Ż¼īŹ╩®ęį╣ż╬╗ąĶŪ¾┼cĘ■äš(w©┤)×ķš╣ķ_³cĄ─╣Ø(ji©”)┼─╗»╣▄└Ē─Ż╩ĮĪŻį┌▄ćķg╣▄└ĒųąīŹ¼F(xi©żn)╔·«a(ch©Żn)▀^│╠╣▄└Ē┐╔ęĢ╗»Īó╬’┴Ž┼õ╦═Š½£╩╗»Īóą┼Žóé„▀fīŹĢr╗»Īó▒Ēå╬║×╩š┼c▀^│╠╣▄┐žļŖūė╗»Ż¼▓óßśī”╔·«a(ch©Żn)ū„śI(y©©)▀^│╠Ą─“Ų▀┤¾└╦┘M”▀Mąąėąą¦Ė─╔Ų║═Ž¹│²ĪŻ│õĘųØMūŃ«öŪ░ąĪ┼·┴┐ĪóĖ▀ŲĘ┘|(zh©¼)ĪóČ╠Į╗Ų┌ĪóČ©ųŲ╗»Ą─╩ął÷ąĶŪ¾Ż¼▀mæ¬(y©®ng)╣½╦ŠĖ▀╦┘░l(f©Ī)š╣Ą─æ(zh©żn)┬įę¬Ū¾ĪŻ
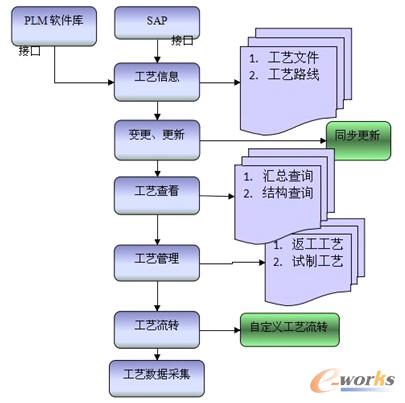
īŹ╩®ĘČć·░³║¼╣ż╦ć╣▄└ĒĪó╔·«a(ch©Żn)ėŗäØĪó╔·«a(ch©Żn)ėåå╬╣▄└ĒĪó╬’┴Ž┼õ╦═Īó½@╚Ī╔·«a(ch©Żn)ųĖ┴ŅĪół¾╣żĪó▀^│╠Öz“×Īó╔·«a(ch©Żn)╣Ø(ji©”)┼─┐žųŲĪó«É│Ż╣▄└ĒĪóįO(sh©©)éõ╣▄└ĒĪó5S╣▄└ĒĄ╚ĪŻį┌╔·«a(ch©Żn)▄ćķgīŹ¼F(xi©żn)“ę╗┐©═©”Ą─╣▄└Ē─Ż╩ĮŻ║«a(ch©Żn)ŲĘĖ·█Ö“ę╗┐©═©”Ż¼Å─═Č«a(ch©Żn)ĄĮŽ┬ŠĆŻ¼ę╗┐©ĮēČ©Ż¼«a(ch©Żn)ŲĘą┼Žó╦ó┐©╝┤Ą├Ż╗╬’┴Ž┼õ╦═“ę╗┐©═©”Ż¼╦ó┐©ęŲäėÆ■┼õŻ¼ę╗▄ćę╗┐©Ż¼╦ó┐©õøÖCŻ¼╦ó┐©║×╩šŻ╗▀^│╠Öz“דę╗┐©═©”Ż¼╔ŽŽ┬Ą└╣żą“▐D(zhu©Żn)ą“╦ó┐©╗źÖzŻ¼═Ļ╣żĢr╦ó┐©ūįÖzŻ¼┘|(zh©¼)ÖzåT╦ó┐©īŻÖzĪŻ¤oŠĆŠW(w©Żng)Įj(lu©░)Ż¼ÆĻ├ōČ©³cČ©ĢrõøÖC╩°┐`Ż¼ļSĢrļSĄž╝┤ĢrõøÖCŻ¼£p╔┘ęŲäė└╦┘MŻ¼ėą┴”Ąž═Ųäė┴╦ļŖäėŲ¹▄ćš¹▄ć╔·«a(ch©Żn)╣▄└ĒŠ½╝Ü╗»Īó╝┤Ģr╗»Īóą┼Žó╗»Īó┐╔ęĢ╗»ĪŻ
MESĒŚ─┐▒╗ūu×ķ“ą┼Žó╗»Į©įO(sh©©)Ą─ūŅ║¾ę╗╣½└’”Ż¼╦³╩ŪŲ¾śI(y©©)ł╠(zh©¬)ąąīė├µĄ─╣▄└ĒŽĄĮy(t©»ng)Ż¼ąĶę¬Ė³Š½╝ÜĖ³╚½├µĄ─įO(sh©©)ėŗ║══Ų▀MŻ¼╦∙ęį╣½╦Š▓╔╚Ī“┐é¾węÄ(gu©®)äØĪóĘų▓ĮīŹ╩®”─Ż╩ĮŻ¼į┌2012─ĻīŹ¼F(xi©żn)ėŗäØ╣▄└ĒĪó▄ćķg╣▄└ĒĪó╬’┴„╣▄└ĒĪó╣ż╦ć╣▄└ĒĪó«É│Ż╣▄└ĒĪóįO(sh©©)éõ╣▄└ĒĪó5S╣▄└ĒĄ─ā╚(n©©i)╚▌Ż¼2013─Ļ═Ļ│╔┘|(zh©¼)┴┐╣▄└ĒĪóęĢ┤░╣▄└ĒĪó╣żĢr┐āą¦╣▄└ĒĪół¾▒Ē▓ķįā╣▄└ĒĪŻ
3. ĒŚ─┐īŹ╩®┼cæ¬(y©®ng)ė├Ūķørįö╝ÜĮķĮBŻ║
1Īó╗∙ė┌RFID╬’┬ō(li©ón)ŠW(w©Żng)╝╝ąg(sh©┤)Ą─š¹¾wæ¬(y©®ng)ė├╝▄įO(sh©©)Ż║
Į³─ĻüĒERPęčū„×ķ│╔╩ņĄ─æ¬(y©®ng)ė├▄ø╝■į┌Ė„ąąĖ„śI(y©©)▀MąąÅVĘ║æ¬(y©®ng)ė├Ż¼Ą½╣▄└ĒĮńī”ERPį┌ųŲįņśI(y©©)Ą─Č©╬╗┼cįO(sh©©)ėŗ╩Ūßśī”║╦╦Ń┼cėŗäØīėŻ¼Č°į┌╔·«a(ch©Żn)▄ćķg¼F(xi©żn)ł÷╣▄└ĒĘĮ├µģs┤µį┌╚▒Ž▌ĪŻ×ķīóERPėŗäØėąą¦ł╠(zh©¬)ąąŻ¼▓ó╝░ĢrĪó┐═ė^Ąžš╣¼F(xi©żn)╔·«a(ch©Żn)▀^│╠Ż¼╝░ĢrĘ┤æ¬(y©®ng)▄ćķg╔·«a(ch©Żn)ę╗ŠĆĄ─īŹĢräėæB(t©żi)ĀŅørŻ¼ät▒žĒÜėąßśī”ė┌▄ćķg░ÓĮM╣▄└ĒĄ─ą┼Žó╗»ŽĄĮy(t©»ng)ų¦ō╬ĪŻMES─▄═©▀^ą┼Žóé„▀fī”Å─ėåå╬Ž┬▀_ĄĮ«a(ch©Żn)ŲĘ═Ļ│╔Ą─š¹éĆ╔·«a(ch©Żn)▀^│╠▀Mąąā×(y©Łu)╗»╣▄└ĒĪŻ«ö╣żÅS░l(f©Ī)╔·īŹĢr╩┬╝■ĢrŻ¼MES─▄ī”┤╦╝░Ģrū÷│÷Ę┤æ¬(y©®ng)Īół¾ĖµŻ¼▓óė├«öŪ░Ą─£╩┤_öĄ(sh©┤)ō■(j©┤)ī”╦³éā▀MąąųĖī¦(d©Żo)║═╠Ä└ĒŻ╗╩╣ė├«öŪ░Ą─║═Š½┤_Ą─īŹĢröĄ(sh©┤)ō■(j©┤)Ż¼ųĖī¦(d©Żo)▄ćķg¼F(xi©żn)ł÷╗ŅäėŻ¼▓óī”░l(f©Ī)╔·Ą─╗Ņäė▀MąąĒææ¬(y©®ng)║═ģRł¾Ż¼ą╬│╔ī”ūā╗»Śl╝■Ą─čĖ╦┘Ēææ¬(y©®ng)Ż¼▓óīŻūóė┌£p╔┘¤oārųĄ╗ŅäėŻ¼“ī(q©▒)äėėąą¦Ą─ÅS╝ē▓┘ū„║═▀^│╠ĪŻ
×ķėąą¦Ą─īŹ¼F(xi©żn)Š½ęµ╗»╣żÅSĮ©įO(sh©©)Ż¼ät▒žĒÜīŹ╩®ęį╣ż╬╗ąĶŪ¾┼cĘ■äš(w©┤)×ķš╣ķ_³cĄ─╣Ø(ji©”)┼─╗»╣▄└Ē─Ż╩ĮĪŻ╗∙ė┌┤╦Ż¼Ģr┤·ļŖäėĮø(j©®ng)▀^│õĘųš{(di©żo)čą║¾Ż¼ė┌┐═▄ćąąśI(y©©)╩ū┤╬ćLįć╚½├µę²▀M┴╦╗∙ė┌RFID╝╝ąg(sh©┤)Ą─MESŲĮ┼_Į©įO(sh©©)Ż¼ęįīŹ¼F(xi©żn)Ų¾śI(y©©)¼F(xi©żn)ł÷╗∙ė┌Š½ęµ╣▄└ĒĄ─╚½öĄ(sh©┤)ūų╗»╣żÅSŻ¼═©▀^“ę╗┐©═©”─Ż╩ĮīŹ¼F(xi©żn)¤o╝ł╗»ĪóĄ═│╔▒ŠĄ─īŹĢr▒ŌŲĮ╣▄└ĒĪŻ
╗∙ė┌MES┼cERPĄ─Šo├▄┬ō(li©ón)ŽĄŻ¼╚½├µ┐╝æ]┼cSAP ERPŽĄĮy(t©»ng)Ą─╝»│╔Ż¼īŹ¼F(xi©żn)▄ćķgöĄ(sh©┤)ō■(j©┤)┼cŲ¾śI(y©©)Įø(j©®ng)ĀIöĄ(sh©┤)ō■(j©┤)Ą─Į╗╗źĪŻį┌įŁą┼Žó╗»╝▄śŗ(g©░u)╗∙ĄA(ch©│)╔ŽŻ¼Į©┴ó╚½═Ė├„Ą─īŹĢr╣ż╬╗äėū„╣▄└Ē¾wŽĄŻ¼ęįĮŌøQļx╔óą═Ų¾śI(y©©)Ą─¼F(xi©żn)ł÷ļyęÄ(gu©®)ĘČĪóŠ½ęµļy┬õĄžĄ─ļyŅ}Ż¼į┌ĮM┐Ś╝▄śŗ(g©░u)┼c╣▄└Ē─Ż╩Į╔Ž▀Mąą┴╦═╗ŲŲĪŻ
į┌ŽĄĮy(t©»ng)Į©įO(sh©©)ųąŻ¼×ķ▒▄├ŌöĄ(sh©┤)ō■(j©┤)╣┬ŹuŻ¼ĒŚ─┐ŽĄĮy(t©»ng)Ą─ī”śI(y©©)äš(w©┤)▀^│╠▀Mąą┴╦ā×(y©Łu)╗»Ż¼▓ó┼c¼F(xi©żn)į┌ŽĄĮy(t©»ng)▀Mąą┴╦╚½├µĮė┐┌Ż¼Ųõųą║▄║├Ą─ĮŌøQ┴╦╦─éĆ▓┐Ęųå¢Ņ}Ż║╗∙ĄA(ch©│)ą┼ŽóŽĄĮy(t©»ng)Īó▄ćķgĮKČ╦ŽĄĮy(t©»ng)ĪóSAP ERPĮė┐┌╣▄└ĒŽĄĮy(t©»ng)Īó┐┤░Õš╣╩ŠŽĄĮy(t©»ng)Ż¼Įė┐┌╣▄└ĒŽĄĮy(t©»ng)Å─SAP ERPŽĄĮy(t©»ng)ųą½@╚ĪöĄ(sh©┤)ō■(j©┤)Ż¼į┌▄ćķgą┼Žó╣▄└ĒŽĄĮy(t©»ng)ųą▀Mąąš¹└ĒŻ¼▄ćķgą┼Žó╣▄└ĒŽĄĮy(t©»ng)īóę¬╩š╝»Ą─öĄ(sh©┤)ō■(j©┤)Īó╣żą“ėŗäØĪół╠(zh©¬)ąąĮY(ji©”)╣¹═©▀^▄ćķg¼F(xi©żn)ł÷Ą─ę╗¾wÖC║═öĄ(sh©┤)ō■(j©┤)┘Yį┤ĮKČ╦▀Mąąõø╚ļŻ¼═©▀^▄ćķg¤oŠĆŠW(w©Żng)Įj(lu©░)╔Žé„ĄĮMES╣▄└ĒīėŻ¼╣▄└Ēīė┐╔═©▀^╝»łF│Ūė“ŠW(w©Żng)┼cERPŽĄĮy(t©»ng)▀MąąöĄ(sh©┤)ō■(j©┤)Į╗╗źĪŻš¹¾wŽĄĮy(t©»ng)╝▄įO(sh©©)łD╚ńŽ┬Ż║
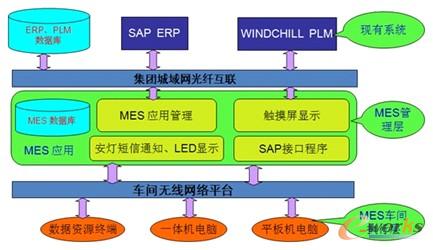
łD2 ŽĄĮy(t©»ng)īŹ¼F(xi©żn)─Żą═
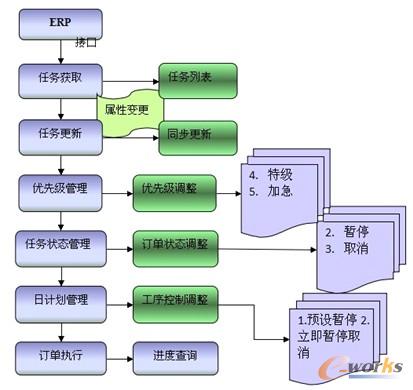
į┌ė▓╝■║═ŠW(w©Żng)Įj(lu©░)╝▄śŗ(g©░u)ĘĮ├µŻ¼ĮY(ji©”)║Ž▄ćķgīŹļHĄ─Łh(hu©ón)Š│Ż¼öĄ(sh©┤)ō■(j©┤)╩š╝»▓╔ė├┴╦▓╗ęū▒╗╬█╚Š║═─źōpŻ¼Ūę¤oąĶų▒ĮėĮėė|Ą─RFIDŻ©╔õŅlūRäe╝╝ąg(sh©┤)Ż®Ż¼═©▀^ļŖūėś╦║×┐©║═ūx┐©Ų„ĮM║ŽĘĮ╩ĮŻ¼īŹ¼F(xi©żn)öĄ(sh©┤)ō■(j©┤)╩š╝»▓┘ū„Ż¼öĄ(sh©┤)ō■(j©┤)╔Žé„Ž┬▌dät═©▀^▄ćķg¤oŠĆŠW(w©Żng)Įj(lu©░)īŹ¼F(xi©żn)ĪŻ┐é¾wīŹ¼F(xi©żn)┴╦RFID╝╝ąg(sh©┤)į┌ųŲįņ¼F(xi©żn)ł÷Ą─æ¬(y©®ng)ė├Ż¼╠į╠Ł┴╦¼F(xi©żn)ł÷Ė„ĘN╝ł┘|(zh©¼)å╬ō■(j©┤)Ż¼īŹ╩®ĘĮ░ĖęŖŽ┬łDŻ║

łD3 ╗∙ė┌RFID╝╝ąg(sh©┤)Ą─öĄ(sh©┤)ō■(j©┤)é„▌ö─Żą═łD
2ĪóŠ½╝Ü╗»Ą─╣ż╬╗ųŲ┼┼│╠┼cėŗäØ╣▄└ĒŻ║
×ķ╬’┴„═¼▓Į╣▄└ĒŻ¼MESŽĄĮy(t©»ng)ųą▀Mąą┴╦ėŗäØĘų╝ē╣▄└ĒŻ¼ŠÄųŲ┴╦į┬ėŗäØĪóų▄ėŗäØĪó╚šėŗäØĪŻį┬Č╚ėŗäØų„ę¬Å─ERPŽĄĮy(t©»ng)½@╚ĪŻ¼ė╔╔·«a(ch©Żn)ėŗäØåTČ©Ų┌╗“Ė∙ō■(j©┤)ąĶę¬į┌MESŽĄĮy(t©»ng)ųą▀Mąąų▄ėŗäØŠÄųŲ║═š{(di©żo)š¹Ż¼▓óŽ┬▀_ĄĮ▄ćķgĪŻ▄ćķg¼F(xi©żn)ł÷╣▄└Ē╚╦åTį┘▀Mąą├┐╚šėŗäØĄ─½@╚ĪĪóš{(di©żo)š¹║═Ž┬▀_ĪŻ╦∙ėąėåå╬░┤┼_▄ć▀Mąą╔·«a(ch©Żn)▀^│╠Ė·█ÖŻ¼į┌“▀MČ╚▓ķįā”ųąų▒Įė▓ķ┐┤├┐éĆėåå╬Ą─“³cŠĆłD”║═“ų▒ĘĮłD”Ż¼ų▒ė^ĘĮ▒ŃĄžųŲČ©║═▓ķįā╔·«a(ch©Żn)ėŗäØĪŻ
×ķĘĮ▒Ń╔·«a(ch©Żn)ł╠(zh©¬)ąąš{(di©żo)š¹Ż¼ŽĄĮy(t©»ng)ŅA(y©┤)įO(sh©©)Ę└×─(z©Īi)╚▌Õe╣”─▄Ż¼Ė∙ō■(j©┤)ąĶ꬯¼ų▒Įėė┌MESųą╔·│╔┼cŽ┬▀_ėåå╬Ż¼▓ó╠Ä└ĒŽÓĻP(gu©Īn)╔·«a(ch©Żn)▀^│╠ĪŻ
═¼ĢrŻ¼ŽĄĮy(t©»ng)Ė∙ō■(j©┤)╔·«a(ch©Żn)ėåå╬ł╠(zh©¬)ąąŪķørüĒ░▓┼┼═Č«a(ch©Żn)ėŗäØŻ¼īó╚╬äš(w©┤)ų▒Įė░l(f©Ī)Ę┼ĄĮ╣żą“╔ŽŻ¼åT╣ż═©▀^ĮM┐ŚĻP(gu©Īn)ŽĄŻ¼½@Ą├╣ż╬╗╚╬äš(w©┤)Ż¼▓ó▀Mąąęį╣ż╬╗╩┬ĒŚ╗“äėū„×ķ╣▄└Ē³cĄ─╚½├µ╣▄└ĒĪŻīŹ¼F(xi©żn)Š∙║Ō═Č«a(ch©Żn)Ż¼£p╔┘į┌ųŲŲĘĄ─öĄ(sh©┤)┴┐ĪŻ
3Ż«╔·«a(ch©Żn)╚╬äš(w©┤)╣▄┐ž£╩┤_ņ`╗Ņ
ī”╔·«a(ch©Żn)ėŗäØ/ėåå╬▀MąąĘųĮŌ╝Ü╗»Ż¼įO(sh©©)ų├╣żå╬╦∙ī┘ėåå╬╠¢Īó«a(ch©Żn)ŲĘą═╠¢Īó┐═æ¶ĪóöĄ(sh©┤)┴┐Īó┼·╠¢ĪóBOMŻ¼ųĖČ©Ą─╔·«a(ch©Żn)ŠĆĪóėŗäØķ_╩╝ĢrķgĪóėŗäØĮY(ji©”)╩°ĢrķgĪóęÄ(gu©®)Č©╣ż╦ć┬ĘŠĆ║═Ė„╣żą“ū„śI(y©©)ęÄ(gu©®)ĘČŻ¼įO(sh©©)Č©ąŻ“×ĪóūĘ╦▌Īóū„śI(y©©)┼c═ŻŠĆś╦£╩ĪŻ┐╔ī”▄ćķg╚╬äš(w©┤)▀Mąą║Ž└Ē▓ĘųĪó║Ž▓óĪóÆņŲĪó╗ųÅ═(f©┤)Īó╚ĪŽ¹Īó╣żą“ŅA(y©┤)įO(sh©©)═Ż┴¶║═ų▒Įė═Ż┴¶Ą╚ĪŻų¦│ųå╬╚╬äš(w©┤)╣ż╦ć╣▄└ĒŻ¼▓ó┐╔Ė∙ō■(j©┤)śI(y©©)äš(w©┤)ąĶę¬ī”ėåå╬╗“╚╬äš(w©┤)▀Mąą╔·«a(ch©Żn)ā×(y©Łu)Ž╚╝ēįO(sh©©)Č©ĪŻ
ŽĄĮy(t©»ng)╠ß╣®ūįäė┼┼«a(ch©Żn)╣”─▄Ż¼▓ó┐╔▀MąąęįõN╩█Į╗Ų┌Īó╔·«a(ch©Żn)ėŗäØš{(di©żo)š¹ĪŻū÷ĄĮ┴╦▄ćķg╔·«a(ch©Żn)ėŗäØų▒ĮėŽ┬▀_ĄĮĮKČ╦Ż¼ų╗ąĶ▀xō±ūįäė┼┼«a(ch©Żn)ęÄ(gu©®)ätŻ¼╝┤┐╔ūįäė┼┼«a(ch©Żn)ĪŻ
╗∙ė┌ŽĄĮy(t©»ng)▓┘ū„▒M┴┐║å╗»Ą─įŁätŻ¼MESŽĄĮy(t©»ng)╦∙ėą▓┘ū„ęį╦ó┐©ĘĮ╩ĮīŹ¼F(xi©żn)ĪŻ▓┘ū„╣ż▀Mąą╣żū„ĢrŻ¼Ž╚ī”įO(sh©©)éõ▀Mąą╦ó┐©³cÖzŻ¼▓óį┌ŽĄĮy(t©»ng)ųą▀Mąą³cÖzĮY(ji©”)╣¹õø╚ļ▓┘ū„ĪŻ╚╗║¾Ė∙ō■(j©┤)╦∙┴„▐D(zhu©Żn)ĄĮ▒ŠĄ└╣żą“╔ŽĄ─▄ćĄ─«a(ch©Żn)ŲĘ┼·┤╬┐©Ż¼į┌ŽĄĮy(t©»ng)ųą╦ó┐©╚Ī╔·«a(ch©Żn)╚╬äš(w©┤)Ż¼▀MąąĮMčb╣żū„ĪŻ┤²ĮMčb═Ļ│╔Ż¼ī”▒Š┼_▄ć▀Mąą╦ó┐©ł¾╣żŻ¼▐D(zhu©Żn)ĄĮŽ┬Ą└╣żą“Ż¼═¼Ģr½@╚ĪŽ┬ę╗┼_▄ćĄ─╣żū„╚╬äš(w©┤)ĪŻ
╔·«a(ch©Żn)╚╬äš(w©┤)╣▄└ĒłD╚ńŽ┬Ż║
łD4 ╔·«a(ch©Żn)╚╬äš(w©┤)╣▄└Ē
4Īó╔·«a(ch©Żn)╣ż╦ć╣▄└Ē┼cSAP ERP═Ļ╚½╝»│╔
×ķ┬õīŹ╣ż╬╗ųŲĄ─Š½ęµ╗»╦╝ŽļŻ¼╝Ü╗»▄ćķg╣▄└ĒĄĮ╣ż╬╗┼c╚╦åTŻ¼ĮY(ji©”)║ŽERPŽĄĮy(t©»ng)╣”─▄Ż¼į┌╣ż╦ć┬ĘŠĆĄ─ųŲČ©╔ŽŻ¼ī”ą┬▄ćą═Ą─╣ż╦ć┬ĘŠĆ▀Mąą┴╦╝Ü╗»ĪŻīó╣ż╦ć▓┘ū„šf├„ā╚(n©©i)╚▌ŠSūoĄĮERPŽĄĮy(t©»ng)ųąĄ─ķL╬─▒ŠūųČ╬ųąŻ¼ßśī”įŁ╣ż╦ć┬ĘŠĆųą┤µį┌ĘųčbŪķørĄ─╣żą“┼õų├┴╦▓óąą╣żą“Ż¼īŹ¼F(xi©żn)═¼ę╗ėåå╬Ż¼ĮMčb║═Ęųčb═¼▓Į▀MąąĄ─╔·«a(ch©Żn)─Ż╩ĮĪŻ
MESŽĄĮy(t©»ng)═©▀^Įė┐┌│╠ą“Ż¼½@╚ĪķL╬─▒Šā╚(n©©i)╚▌ųĖī¦(d©Żo)▄ćķg▓┘ū„Ż¼▓┘ū„╣żį┌MESĮKČ╦░┤╣żą“ł¾╣żĪŻ═¼Ģr╝µŅÖERPŽĄĮy(t©»ng)Ą─š¹¾wąį║═ĘĆ(w©¦n)Č©ąįŻ¼į┌ERPŽĄĮy(t©»ng)ųą▒Ż│ųįŁüĒĄ─╣żū„ųąą─Ż¼į÷╝ė┼RĢr╣żå╬║═ąĪ╝■ūįųŲėåå╬ė├Ą─ąĪ╝■ūįųŲ╣żū„ųąą─ĪŻį┌MESŽĄĮy(t©»ng)ķ_░l(f©Ī)łD╝ł▓ķ┐┤µ£Įė╣”─▄Ż¼īŹ¼F(xi©żn)▓┘ū„╣żų▒Įėį┌¼F(xi©żn)ł÷┐╔ęį▓ķ┐┤ļŖūėłD╝łĪŻ╚ĪŽ¹╝ł┘|(zh©¼)łD╝ł┤“ėĪ║═Ž┬░l(f©Ī)Ą─┴„│╠ĪŻ
═©▀^SAP ERPŽĄĮy(t©»ng)Įė┐┌īó╬’┴ŽBOMĪó╣ż╦ć┬ĘŠĆī¦(d©Żo)╚ļMESŽĄĮy(t©»ng)Ż¼ų«║¾į┌MESŽĄĮy(t©»ng)ųą▀Mąą«a(ch©Żn)ŲĘ┘Y┴ŽĪó┴Ń╝■┘Y┴ŽĪó▓─┴Ž┘Y┴ŽĄ─ŠSūoŻ¼▄ćķg¼F(xi©żn)ł÷į┌ŽĄĮy(t©»ng)ųąų▒Įė▓ķ┐┤ŽÓĻP(gu©Īn)Ą─╣ż╦ć╬─╝■Īó╝╝ąg(sh©┤)ś╦£╩Ą╚ĪŻ
łD5 ╔·«a(ch©Żn)╣ż╦ć╣▄└Ē
5ĪóīŹ¼F(xi©żn)▄ćķgįO(sh©©)éõīŹĢr┴┐╗»╣▄└Ē
įO(sh©©)éõ╣▄└Ē╩ŪMESŽĄĮy(t©»ng)Ą─ę╗éĆųž³c─ŻēKŻ¼╚½├µĖ▓╔w┴╦Å─įO(sh©©)éõČ©┴xĪóįO(sh©©)éõ³cÖzĪóįO(sh©©)éõ▒ŻB(y©Żng)ĪóįO(sh©©)éõ╣╩šŽł¾Š»ĪóįO(sh©©)éõŠSą▐Īóėøõø▓ķįāĄ╚Ė„ĒŚ╣”─▄ĪŻ▓óī”įO(sh©©)éõŠSą▐│╔▒ŠĪóŠSą▐┤╬öĄ(sh©┤)║═įO(sh©©)éõ═ŻÖCĢrķgĄ╚öĄ(sh©┤)ō■(j©┤)▀MąąĮy(t©»ng)ėŗĘų╬÷Ż¼╠ßĖ▀┴╦įO(sh©©)éõŅA(y©┤)Ę└ąįŠSūoą¦┬╩Ż¼ėąą¦ĄžĮĄĄ═┴╦įO(sh©©)éõ╣╩šŽĢrķgŻ¼īŹ¼F(xi©żn)┴╦Ū░Ų┌▌^ļy┬õĄžĄ─TPM╣▄└ĒĪŻMESŽĄĮy(t©»ng)ų¦│ųĖ„ŅÉ▓ķįāŻ¼ī”Ė„▄ćķgĖ„╔·«a(ch©Żn)ŠĆĄ─įO(sh©©)éõ▀MąąĘų╬÷Ż¼░³└©’@╩Š▓╗═¼įO(sh©©)éõĄ─▀\▐D(zhu©Żn)ĀŅæB(t©żi)Īó«a(ch©Żn)┴┐Īó║ŽĖ±┬╩Īóžō║╔ĪóĢrķgĄ╚ą┼ŽóĪŻ
ŽĄĮy(t©»ng)īóįO(sh©©)éõĪó╣ż╬╗Īó«a(ch©Żn)ŲĘ▀MąąĻP(gu©Īn)┬ō(li©ón)Ż¼ū÷ĄĮ╚½├µę╗¾w╗»╣▄└ĒŻ¼ūī³cÖzĪó▒ŻB(y©Żng)ĪóŠSūo│╔×ķū„śI(y©©)▒O(ji©Īn)┐ž³cŻ¼═¼Ģr┐╔Ė─ūāįO(sh©©)éõŠSūoĪó▒ŻB(y©Żng)ĪóÖzą▐ÖCųŲĪŻ
═©▀^ŽĄĮy(t©»ng)Ż¼īó▓┘ū„åTĪóįO(sh©©)éõ╣▄└Ē╚╦åTĪó╚╬äš(w©┤)▀Mąą╚½├µ╣▄└ĒŻ¼īŹĢrĖ·█ÖĪŻ═¼Ģr┐╔ī”╣żčbĪó┴┐Š▀Ą╚╣▄└Ēą╬│╔¼F(xi©żn)ł÷╚½├µų¦ō╬ĪŻ
6Īó╚½├µų¦ō╬“ūį╣ż│╠ŲĘ┘|(zh©¼)ŠåĮY(ji©”)”
×ķ┤_▒Ż«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ż¼ŽĄĮy(t©»ng)īó┘|(zh©¼)┴┐╣▄└Ēł╠(zh©¬)ąąĄĮ╣ż╬╗Ż¼ū÷ĄĮć└Ė±Ą─╚½├µīŹĢr═¼▓Į╣▄┐žŻ¼ŽĄĮy(t©»ng)┐╔īŹ¼F(xi©żn)Ą─▓┘ū„░³└©╗źÖzĪóūįÖzĪóīŻÖzĪóč▓Öz║═ĮKÖzĪŻīŹ¼F(xi©żn)╚²éĆīė├µĄ─┐žųŲŻ║Ą┌ę╗éĆīė├µ╩Ū▓┘ū„╣żį┌╩šĄĮ╔ŽĄ└╣żą“┴„▐D(zhu©Żn)Ž┬üĒĄ─▄ćĢrŻ¼Ž╚▀Mąą╗źÖzŻ¼╚¶░l(f©Ī)¼F(xi©żn)┘|(zh©¼)┴┐å¢Ņ}┐╔«öł÷═╦╗žĮo╔ŽĄ└╣żą“ĘĄ╣żŻ¼ęį▒ŻūC“▓╗╩š▓╗┴╝ŲĘ”Ż╗Ą┌Č■éĆīė├µ╩ŪūįÖz║═č▓ÖzŻ¼╝┤ĮMčb▀^│╠ųą▀Mąą┘|(zh©¼)┴┐Öz“ׯ¼░l(f©Ī)¼F(xi©żn)å¢Ņ}±R╔Žą▐š²Ż¼Å─Č°ū÷ĄĮ“▓╗ū÷▓╗┴╝ŲĘ”Ż╗Ą┌╚²éĆīė├µ╩ŪīŻÖzŻ¼į┌ĻP(gu©Īn)µI┐žųŲ³c╔ŽįO(sh©©)ų├īŻÖzĒŚŻ¼▒žĒÜ═©▀^Öz“×▓ó║ŽĖ±Ż¼▓┼┐╔ęį▀Mąą▐D(zhu©Żn)ą“Ż¼ęį▒ŻūC“▓╗Į╗▓╗┴╝ŲĘ”ĪŻČ°į┌š¹▄ćŽ┬ŠĆ║¾Ż¼▒žĒÜ▀Mąąš¹┼_▄ć┘|(zh©¼)┴┐å¢Ņ}╚½├µÖz“ׯ¼ĘĮ┐╔▀Mąą╚ļÄņ░l(f©Ī)▄ćĪŻį┌├┐┼_▄ćŽ┬ŠĆĢrŻ¼┐╔ęįī”Ųõ▀MąąģR┐éĘų╬÷╔·«a(ch©Żn)▀^│╠ųąĄ─┘|(zh©¼)┴┐å¢Ņ}ĪŻ
═©▀^┼c╣ż╬╗äėū„ĻP(gu©Īn)┬ō(li©ón)Ż¼╣▄└Ē▄ćķg┘|(zh©¼)┴┐Öz▓ķųąĄ─Ė„ĘNöĄ(sh©┤)ō■(j©┤)Ż¼╔·│╔┘|(zh©¼)┴┐ł¾▒ĒŻ¼Įo│÷┘|(zh©¼)┴┐öĄ(sh©┤)ō■(j©┤)Ęų╬÷ł¾ĖµŻ¼ī”ĻP(gu©Īn)µI╝■╗“ę“╦žŻ¼ŽĄĮy(t©»ng)╔·│╔╬©ę╗ś╦ūRŻ¼▓óī”├┐Ą└╣ż╦ćģóöĄ(sh©┤)▀MąąėøõøŻ¼═¼ĢrėøõøŲõ▓┘ū„╚╦Ą╚ą┼ŽóŻ¼═Ļ│╔╔·«a(ch©Żn)▀^│╠ūĘ╦▌ĪŻūįÖzĪó╗źÖzĪó│ķÖzĪó╚½ÖzĪóč▓ÖzĪóīŻÖzĄ╚Öz“×┴„│╠╦∙«a(ch©Żn)╔·Ą─Öz“×öĄ(sh©┤)ō■(j©┤)ū„×ķÜv╩Ęėøõø▀Mąą▒Ż┤µŻ¼╩╣┘|(zh©¼)┴┐å¢Ņ}ėąō■(j©┤)┐╔▓ķĪŻę└ō■(j©┤)ėøõøĄ─┘|(zh©¼)┴┐öĄ(sh©┤)ō■(j©┤)▀MąąöĄ(sh©┤)ō■(j©┤)Ęų╬÷Ż¼┘|(zh©¼)┴┐▓┐ķT═©▀^Ęų╬÷šŲ╬š┘|(zh©¼)┴┐å¢Ņ}░l(f©Ī)╔·įŁę“Īó░l(f©Ī)╔·Äū┬╩Ż¼Å─Č°╠ßŪ░▀Mąą┘|(zh©¼)┴┐ŅA(y©┤)Ę└Ż¼┐žųŲ┘|(zh©¼)┴┐å¢Ņ}░l(f©Ī)╔·Ż¼╩┬ųą╠ßĖ▀å¢Ņ}╠Ä└Ēą¦┬╩ĪŻ
7ĪóPDCAĄ─▄ćķg«É│Ż╣▄┐žÖCųŲ
«É│Ż╩Ūė░Ēæ┐═▄ć╔·«a(ch©Żn)ųŲįņę╗éĆūŅ×ķĻP(gu©Īn)µIĄ─ę“╦žŻ¼╦∙ęįŽĄĮy(t©»ng)Å─┴∙éĆĘĮ├µ▀Mąą┴╦ĘųŅÉŻ¼░³└©Ż║╬’┴ŽĪóįO(sh©©)éõĪó┘|(zh©¼)┴┐Īó╣ż╦ćĪó╝╝ąg(sh©┤)ĪóŲõ╦¹Ż¼▓óį┌├┐ę╗┴ąŽ┬▀Mąą┴╦╝ÜĘųĪŻ×ķ╩╣Ė„╝ē╚╦åT╝░ĢrĒææ¬(y©®ng)«É│Żå¢Ņ}Ż¼▓óĄĮ¼F(xi©żn)ł÷ĮŌøQŻ¼ŽĄĮy(t©»ng)▓╔ė├╦─╝ēĒææ¬(y©®ng)ÖCųŲĪŻ
¼F(xi©żn)ł÷▓┘ū„╣ż╔Ļł¾╣╩šŽĢrŻ¼═©▀^╩ųÖCČ╠ą┼ŲĮ┼_╝┤Ģr░l(f©Ī)│÷Č╠ą┼ĮoĄ┌ę╗╝ēĒææ¬(y©®ng)š▀Ż¼╝┤▄ćķgų„╚╬║═╔·«a(ch©Żn)╣▄└Ē╗∙īė╚╦åTŻ¼ę¬Ū¾Ųõį┌╩«╬ÕĘųńŖā╚(n©©i)ĄĮ¼F(xi©żn)ł÷║ץĮĪŻĘ±ätŻ¼Č╠ą┼╔Ž░l(f©Ī)ĮoĄ┌ę╗╝ēĒææ¬(y©®ng)š▀Ą─ų▒Įėų„╣▄Ż¼╚¶Č╠ą┼░l(f©Ī)│÷░ļąĪĢr║¾╚į¤o╚╦║ץĮŻ¼ät└^└m(x©┤)░l(f©Ī)▓┐ķTžōž¤(z©”)╚╦ĪŻČ°į┌╔Ļł¾░l(f©Ī)╦═Č╠ą┼ķ_╩╝ā╔ąĪĢrā╚(n©©i)╚į¤o╚╦ĄĮ¼F(xi©żn)ł÷║ץĮŻ¼ätČ╠ą┼ŲĮ┼_īó░l(f©Ī)╦═Įo«É│ŻŅÉą═ī”æ¬(y©®ng)Ą─Ęų╣▄ŅI(l©½ng)ī¦(d©Żo)ĪŻ
╠Ä└Ē╚╦åTę╗Ą®ĮėĄĮČ╠ą┼╠ß╩ŠąĶį┌Ą┌ę╗Ģrķgā╚(n©©i)┌sĄĮ¼F(xi©żn)ł÷Ż¼▓óį┌MESŽĄĮy(t©»ng)ųą╦ó┐©║ץĮŻ¼åóäė╠Ä└Ē│╠ą“ĪŻ╠Ä└Ē═Ļ│╔║¾Ż¼Įø(j©®ng)¼F(xi©żn)ł÷╚╦åT┤_šJ║¾╦ó┐©ĻP(gu©Īn)ķ]ĪŻ╚½├µĖ·█Ö┼c╣▄└ĒÅ─░l(f©Ī)╔·ĄĮĮY(ji©”)╩°▀^│╠Ż¼ą╬│╔ę╗éĆķ]Łh(hu©ón)ĪŻŽĄĮy(t©»ng)ėøõø├┐ę╗▓Į▓┘ū„Ą─čė└m(x©┤)ĢrķLŻ¼┐╔░┤«É│Ż┤╬öĄ(sh©┤)║═«É│Ż│ų└m(x©┤)Ģrķg▀Mąą░ž└ŁłD’@╩ŠŻ¼īŹĢrĘų╬÷«É│Ż╠Ä└Ēī”╔·«a(ch©Żn)įņ│╔Ą─ė░ĒæĪŻ
«É│ŻĄ─┐ņ╦┘Ēææ¬(y©®ng)║═╠Ä└ĒŻ¼┤¾┤¾Ą─£pąĪę“«É│Żī¦(d©Żo)ų┬Ą─╔·«a(ch©Żn)╩▄ūĶŻ¼Å─Č°╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩ĪŻ═¼ĢrŽĄĮy(t©»ng)═©▀^ī”«É│Ż╩š╝»ĪóĘųŅÉĪóĮŌøQĘĮ░ĖĄ╚▀^│╠ģR┐éŻ¼┐╔Üw╝{┼c┐éĮY(ji©”)│÷įö╝Ü┐╔ąąĄ─ŅA(y©┤)░ĖŻ¼īó«É│Ż┐žųŲų▓Į▐D(zhu©Żn)ōQ×ķęÄ(gu©®)ĘČŻ¼ī”ė┌▓╗─▄ęÄ(gu©®)ĘČ┼c▐D(zhu©Żn)ōQĄ─Ż¼īó░┤ęÄ(gu©®)ät▀MąąŅA(y©┤)Š»ĪŻ
8ĪóJIT╬’┴Ž┼õ╦═
×ķ╠ßĖ▀ą¦┬╩Ż¼į┌╩šžøŁh(hu©ón)╣Ø(ji©”)Ż¼é}╣▄åTĮėĄĮ╣®æ¬(y©®ng)╔╠Ą─╦═žøŪÕå╬Ż¼MESŽĄĮy(t©»ng)═©▀^Įė┐┌ūįäė╔·│╔“üĒ┴Ž╦═Özå╬”Ż¼▓ó═©ų¬Öz“×╚╦åTŻ¼┘|(zh©¼)ÖzåTÖz“×║¾╦ó┐©┤_šJŻ¼ūįäė▀^┘~ĄĮSAP ERPŽĄĮy(t©»ng)ĪŻ
ī”ė┌┼õ╦═ŅÉ╬’┴ŽĄ─░l(f©Ī)┴ŽŻ¼Ė∙ō■(j©┤)╔·«a(ch©Żn)ėŗäØåTŽ┬▀_ėåå╬ŪķørŻ¼MESŽĄĮy(t©»ng)═©▀^Įė┐┌│╠ą“ūįäė½@╚Ī╚╬äš(w©┤)╦∙ąĶ┼õ╦═╬’┴ŽŪÕå╬Ż¼╔·│╔╔·«a(ch©Żn)ŅI(l©½ng)┴Žå╬ĪŻé}╣▄åTĖ∙ō■(j©┤)╔·«a(ch©Żn)ŅI(l©½ng)┴Žå╬Ż¼Æ■┼õ╬’┴ŽŻ¼▓óĮēČ©╬’┴Ž┐©ĪŻ┼õ╦═åTīó╬’┴Ž▄ć┼õ╦═ĄĮŽÓæ¬(y©®ng)╣ż╬╗Ż¼╣ż╬╗Äņž¤(z©”)╚╬╚╦Īóš{(di©żo)Č╚åTĪó▓┘ū„╣żĄ╚Öz▓ķ╬’┴Ž┼c┼õ╦═åT╦ó┐©║×╩šŻ¼║×╩š═Ļ║¾MES═©▀^Įė┐┌╔·│╔SAP│÷Äņå╬Ż¼═Ļ│╔SAPūįäė▀^┘~Ż¼┼õ╦═åT╗ž╩š╬’┴Ž┐©║═ų▄▐D(zhu©Żn)▄ćĪŻ
ī”ė┌Ę┤ø_┴Ž║═╔óčb┴ŽŻ¼▄ćķg▓ķ┐┤╣żą“Äņ┐┤░ÕŻ¼░l(f©Ī)¼F(xi©żn)ėąĘ┤ø_Īó╔óčb┴ŽŅI(l©½ng)ė├ąĶŪ¾Ż¼ätį┌MESĮKČ╦╔Ž▀xō±┐┤░ÕĪóÄņ╬╗Īó╬’┴Ž▓ó╠ŅīæąĶŪ¾┴┐╠ßĮ╗ĪŻ╚¶×ķĘ┤ø_┴ŽŻ¼ätūįäė╔·│╔╬’┴Žš{(di©żo)ō▄å╬Ż╗╚¶×ķ╔óčb┴ŽŻ¼ätūįäė╔·│╔░l(f©Ī)┴Ž│÷Äņå╬Ż¼Ž“?q©▒)”æ?y©®ng)Ą─│╔▒Šųąą─░l(f©Ī)┴ŽĪŻ
š¹éĆMES╬’┴„¾wŽĄŻ¼╚ĪŽ¹╝ł┘|(zh©¼)Ą─üĒ┴Žł¾ÖzĪó╚ļÄņå╬Īó╔·«a(ch©Żn)ŅI(l©½ng)┴Žå╬Īóš{(di©żo)ō▄å╬Ż¼╚½▓┐īŹ¼F(xi©żn)ļŖūė╗»▒Ēå╬┴„▐D(zhu©Żn)ĪŻ║å╗»╚╦╣żł¾ÖzĪó┤“å╬Łh(hu©ón)╣Ø(ji©”)Ż¼īŹ¼F(xi©żn)¼F(xi©żn)ł÷▓┘ū„╦ó┐©╝┤Ģr▀^┘~ĪŻ┤╦ĘĮ░Ėā×(y©Łu)╗»▀^│╠Ż¼£p╔┘┘Yį┤└╦┘MŻ¼╠ßĖ▀┴╦╣½╦Š╬’┴Ž┼õ╦═Ą─Š½£╩Č╚Ż¼╝ė┐ņ┴╦╬’┴Ž┴„▐D(zhu©Żn)╦┘Č╚Ż¼×ķ╠ßĖ▀╣½╦ŠÄņ┤µų▄▐D(zhu©Żn)┬╩╠ß╣®┴╦ėą┴”Ą─ų¦ō╬ĪŻ╬’┴Ž╣▄└Ē╩ŠęŌłD╚ńŽ┬Ż║

łD6 ╬’┴Ž╣▄└Ē╩ŠęŌłD
9Īó▄ćķg¼F(xi©żn)ł÷╣▄└Ē╝┤Ģr═Ė├„
īŹ¼F(xi©żn)▄ćķg╔·«a(ch©Żn)▀^│╠═Ė├„╗»Ż¼ MESŽĄĮy(t©»ng)īŹĢr▒O(ji©Īn)┐žĖ„╣żå╬ĪóĖ„«a(ch©Żn)ŠĆĄ─═Č╚ļĪó«a(ch©Żn)│÷ęį╝░į┌ųŲŲĘą┼ŽóŻ¼╝░Ģr┴╦ĮŌėåå╬Ą─ł╠(zh©¬)ąąŪķørŻ¼═©▀^ī”į┌ųŲŲĘĄ─īŹĢr▒O(ji©Īn)┐ž┼cŅA(y©┤)Š»Ż¼£p╔┘ŠSą▐║═ĘĄ╣żĄ─öĄ(sh©┤)┴┐Ż¼ĮĄĄ═│╔▒ŠĪŻ
į┌öĄ(sh©┤)ō■(j©┤)▓╔╝»╔Ž╩Ūęį╣ż╬╗×ķå╬╬╗Ą─╔·«a(ch©Żn)ąĪĮMū„×ķ╔·«a(ch©Żn)Ą─▓╔╝»å╬╬╗Ż¼åT╣ż▀MąąĄ─├┐ę╗ĒŚ▓┘ū„Č╝╩Ū═©▀^╦óRFID┐©═Ļ│╔Ż¼╩╣╔·«a(ch©Żn)¼F(xi©żn)ł÷Ą─ą┼Žó╩š╝»Īóé„▀fĪó╠Ä└Ē║═Ę┤üū÷ĄĮ£╩┤_Īó╝░ĢrŻ¼╠ßĖ▀ųŲįņ╣▄└ĒĄ─═Ė├„╗»║═├¶Į▌ąįĪŻ╣▄└Ēš▀ū°į┌▐k╣½╩ę╝┤┐╔ę╗ė[▄ćķg╔·«a(ch©Żn)ŠĆ╝┤ĢräėæB(t©żi)ĀŅørŻ¼šŲ╬š╔·«a(ch©Żn)▀MČ╚Īó«É│ŻŪķørĪóįO(sh©©)éõĀŅørĄ╚ą┼ŽóĪŻ▄ćķg╣▄└ĒłD╚ńŽ┬Ż║
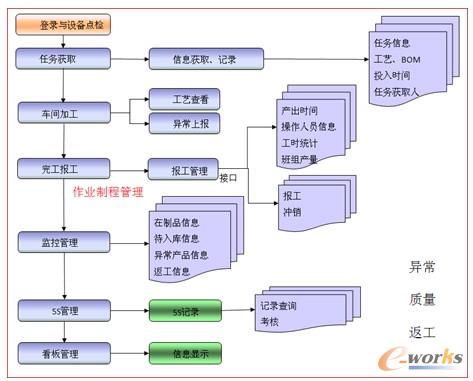
łD7 ▄ćķg¼F(xi©żn)ł÷╣▄└Ē
4. ą¦ęµĘų╬÷
╗∙ė┌RFID MESīŹĢr╣ż╬╗╣▄└ĒĄ─│╔╣”æ¬(y©®ng)ė├Ż¼×ķ╔·«a(ch©Żn)ųŲįņŁh(hu©ón)╣Ø(ji©”)ĦüĒĄ─ų▒Įėą¦ęµ╚ńŽ┬Ż║
1Īó╔·«a(ch©Żn)─▄┴”╠ß╔²100%Ż║╚š╔·«a(ch©Żn)─▄┴”ė╔3┼_╠ß╔²ų┴6┼_Ż╗
2ĪóįO(sh©©)ėŗ╔·«a(ch©Żn)─▄┴”╠ß╔²150%Ż╗
3Īó╔·«a(ch©Żn)ų▄Ų┌┐sČ╠69%Ż║īŹ╩®Ū░Ż¼ C/TĢrķgķLĪó«É│ŻČÓŻ¼╔·«a(ch©Żn)ų▄Ų┌į┌45╠ņęį╔ŽŻ╗īŹ╩®║¾Ż¼╔·«a(ch©Żn)ų▄Ų┌┐sČ╠ĄĮ14╠ņŻ╗
4Īó┤µžøų▄▐D(zhu©Żn)┬╩╠ß╔²14%ĪŻ┤µžøų▄▐D(zhu©Żn)┬╩Å─11.4┤╬╠ß╔²ĄĮ13┤╬Ż¼▀_ĄĮąąśI(y©©)Ž╚▀M╦«ŲĮŻ╗
5Īóš¹▄ć│╔▒ŠĮĄĄ═3%Ż║═©▀^╚½▀^│╠║═╚½åTĄ─Ė─╔ŲīŹ╩®Ż¼«a(ch©Żn)ŲĘ│╔▒Š┤¾Ę∙Ž┬ĮĄŻ¼ŠC║ŽĮĄ▒Š▀_ĄĮ3%ĪŻ╚ńŻ║å╬▄ć╦«ļŖĪó╚╝ÜŌŽ¹║─ė╔2010─Ļ 4370 į¬/┼_Ż¼Ž┬ĮĄų┴2011─Ļ2771.40 į¬/┼_Ż¼2012─Ļ2500 į¬/┼_Ż╗ĘĄ╣ż│╔▒Šė╔2011─Ļ1142.43 į¬/┼_Ż¼Ž┬ĮĄų┴2012─Ļ 883.76 į¬/┼_Ż¼═©▀^Š½ęµ╣®æ¬(y©®ng)µ£Į©įO(sh©©)Ż¼▓╔┘Å│╔▒ŠĮĄĄ═3% Ż╗
6Īó┼õ╦═ą¦┬╩╠ß╔²60%Ż║╚ĪŽ¹▄ćķg╝ł┘|(zh©¼)å╬ō■(j©┤)Ż¼æ¬(y©®ng)ė├▄ćķg¤oŠĆŠW(w©Żng)Įj(lu©░)║═ŲĮ░ÕÖC¼F(xi©żn)īŹęŲäė╩Į╝┤Ģrōņ┼õ▓┘ū„Ż¼▒╚įŁüĒ┤“ŅI(l©½ng)┴Žå╬ōņ┼õ╣Ø(ji©”)╝sĢrķg60%Ż╗
═¼ĢrŻ¼ę“╚ĪŽ¹╝ł┘|(zh©¼)å╬ō■(j©┤)Ż¼£p╔┘┴╦╝ł┘|(zh©¼)å╬ō■(j©┤)┤“ėĪ║═é„▀fĄ─└╦┘MŻ¼╠ßĖ▀┴╦ą┼Žóé„▀f╦┘Č╚Ż¼╔·«a(ch©Żn)╚ßąį║═ą¦┬╩Ą├ĄĮ┤¾Ę∙╠ß╔²ĪŻ╚½├µĄ─ų¦ō╬┴╦╣½╦ŠČÓŲĘĘNĪóąĪ┼·┴┐ĪóČ©ųŲ╗»Ą─╩ął÷╠ž³cĪŻ×ķ╣╠╗»é„│ą▄ćķg╣▄└Ē─Ż╩Į║═ŽĄĮy(t©»ng)▓┘ū„ĘĮĘ©Ż¼ĒŚ─┐ĮMŽĄĮy(t©»ng)═Ų▀MŠ½ęµ╚╦▓┼ė²│╔╣żū„Ż¼▓▀äØ╝╝─▄╚╦▓┼┼ÓB(y©Żng)┼c╝żäŅĘĮ░Ė╚ĪĄ├┴╝║├ą¦╣¹ĪŻ
─Ž▄ćĢr┤·ļŖäė═©▀^“╗∙ė┌RFID MESĄ─öĄ(sh©┤)ūų╗»Š½ęµ╣żÅSĮ©įO(sh©©)”Ą─īŹ╩®Ż¼į┌2012─Ļ─®½@Ą├ųąć°─Ž▄ć╚²ąŪ╝ēŠ½ęµ╣żÅSĄ─śsūuŻ¼×ķ╣½╦Š “╩«Č■╬Õ”─┐ś╦Ą─īŹ¼F(xi©żn)┤“Ž┬┴╝║├╗∙ĄA(ch©│)Ż¼Ęe└█┴╦īÜ┘FĮø(j©®ng)“ׯ¼ę▓×ķĄ─ųŲįņŲ¾śI(y©©)“ā╔╗»╚┌║Ž”╠ß╣®┴╦┐╔ĮĶĶbĄ─īŹ╩®─Ż╩ĮĪŻ
ęį“ą¦┬╩Īó┘|(zh©¼)┴┐Īóą¦ęµ”×ķ─┐ś╦Ż¼īŹ╩®Ą─“╗∙ė┌RFID MESŠ½ęµöĄ(sh©┤)ūų╗»Š½ęµ╣żÅS”Į©įO(sh©©)Ż¼▀\ė├╝░ĢrĪó£╩┤_Ą─▓╔╝»ą┼ŽóŻ¼ųĖī¦(d©Żo)ĪóåóäėĪóĒææ¬(y©®ng)▓óėøõø╣▄└Ē╣żÅSĄ─╔·«a(ch©Żn)╗ŅäėŻ¼Å─Č°▀mæ¬(y©®ng)ī”╔·«a(ch©Żn)Śl╝■Ą─ūā╗»ū÷│÷čĖ╦┘Ą─Ēææ¬(y©®ng)Ż¼ĘĆ(w©¦n)Č©▄ćķg╔·«a(ch©Żn)╣Ø(ji©”)┼─Ż¼£p╔┘┘Yį┤└╦┘MŻ¼╠ßĖ▀╣żÅS▀\ū„▀^│╠Ą─═Ė├„Č╚║═ł╠(zh©¬)ąąą¦┬╩ĪŻMESėąą¦ĄžĖ─╔Ų┴╦╝░ĢrĮ╗ĖČĪó╝ė┐ņ┴╦Äņ┤µų▄▐D(zhu©Żn)Īó╠ßĖ▀┴╦╔·«a(ch©Żn)─▄┴”Ż¼Ė³ųžę¬Ą─╩Ūėąą¦┐žųŲ┴╦«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ĪŻ
ęįą┼Žó╗»╩ųČ╬═©▀^ęÄ(gu©®)ĘČ║åĮ▌Ą─▓┘ū„Ż¼š²Ž“Īóų„äėĄ─īŹ¼F(xi©żn)╣▄└Ēīė┼cśI(y©©)äš(w©┤)┬Ü─▄▓┐ķTī”Į╗ĖČĪó┼┼«a(ch©Żn)Īó┘|(zh©¼)┴┐Īó│╔▒ŠĪó╬’┴ŽŽ¹║─Īó╣żĢr┼cįO(sh©©)éõ«a(ch©Żn)│÷Ą╚╩┬ĒŚĄ─īŹĢr╣▄┐žŻ╗Ę┤Ž“Īóų„äėĄ─▀Mąą┘|(zh©¼)┴┐┼c▀^│╠ūĘ╦▌ĪóöĄ(sh©┤)ō■(j©┤)Ęų╬÷╝░ŅA(y©┤)Š»Ą╚╣▄└ĒŻ¼ūā▒╗äė×ķų„äėŻ¼×ķøQ▓▀┼c╣▄└Ēīė╠ß╣®öĄ(sh©┤)ō■(j©┤)ę└ō■(j©┤)ĪŻĖ─╔ŲåT╣żĄĪ╣żĪó└╦┘M¼F(xi©żn)Ž¾Ż¼ęįīŹĢrĪó£╩┤_Ą─öĄ(sh©┤)ō■(j©┤)į┌Ė▀īė┼c╗∙īėåT╣żų«ķg┤ŅŲę╗ū∙äėæB(t©żi)ś“┴║Ż¼ÅøčaERPŽĄĮy(t©»ng)Ą─▓╗ūŃŻ¼ęįų▒ė^Ą─ĘĮ╩ĮīŹ¼F(xi©żn)Ė▀īėī”Ų¾śI(y©©)šµš²Ą─īŹĢrĪó╚½├µĪó┴┐╗»╣▄┐žŻ¼ęįJIT─Ż╩Įé„▀fäėæB(t©żi)╬’┴ŽąĶŪ¾Ż¼Ž“╣®æ¬(y©®ng)µ£ę¬ą¦ęµĪŻ
┐═▄ćš¹▄ć╔·«a(ch©Żn)ųŲįņąąśI(y©©)ęčĮø(j©®ng)▀M╚ļ“╬ó└¹Ģr┤·”Ż¼īó├µ┼RįĮüĒįĮ╝ż┴ęĄ─ĖéĀÄŻ¼Ų¾śI(y©©)║╦ą─ĖéĀÄ┴”īóų„ę¬¾w¼F(xi©żn)Ą─Ų¾śI(y©©)Ą─Š½╝Ü╗»╣▄└Ē╔ŽĪŻöĄ(sh©┤)ūų╗»Š½ęµ╣żÅSĮ©įO(sh©©)Ż¼īó╩ŪļŖäėŲ¹▄ć╠ß╔²╣▄└ĒŻ¼═╣’@ą¦ęµĄ─ųžę¬╩ųČ╬Ż¼ę▓╩Ūę╗ĒŚŠ½ęµŪ¾Š½Ą─│ų└m(x©┤)╗»╣żū„Ż¼ą┼Žó╗»ŽĄĮy(t©»ng)ę▓ąĶ░ķļSŲ¾śI(y©©)Ą─┐ņ╦┘░l(f©Ī)š╣Ė³╝ėųŪ─▄╗»ĪŻĮ³─ĻüĒŻ¼─Ž▄ćĢr┤·ļŖäė═©▀^ą┼Žó╗»Ą─īŹ╩®Ż¼į┌2012─Ļ─®½@Ą├ųąć°─Ž▄ć╚²ąŪ╝ēŠ½ęµ╣żÅSĄ─śsūuŻ¼×ķ╣½╦Š “╩«Č■╬Õ”─┐ś╦Ą─īŹ¼F(xi©żn)┤“Ž┬┴╝║├╗∙ĄA(ch©│)Ż¼Ęe└█┴╦īÜ┘FĮø(j©®ng)“ׯ¼ę▓×ķĄ─┐═▄ćųŲįņŲ¾śI(y©©)“ā╔╗»╚┌║Ž”╠ß╣®┴╦┐╔ĮĶĶbĄ─īŹ╩®─Żą═ĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║RFID-MESĮ©įO(sh©©)║■─Ž─Ž▄ćĢr┤·ļŖäėŲ¹▄ć╣╔Ę▌ėąŽ▐╣½╦ŠöĄ(sh©┤)ūų╗»Š½ęµ╣żÅS
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.guhuozai8.cn/html/consultation/10820412023.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")