▀^│╠─▄┴”║═▀^│╠┐āą¦Ęų╬÷╩Ū┴∙╬„Ė±¼öĒŚ─┐ųąįuār▀^│╠╗∙ŠĆ║═Ė─▀MĘĮŽ“Ą─ųžę¬╣żŠ▀ĪŻ╚ń╣¹ęčĮø┤_Č©ę╗éĆ▀^│╠╠Äė┌Įyėŗ┐žųŲĀŅæBŻ¼╦∙┤µį┌Ą─▀^│╠╩Ūʱėą─▄┴”ØMūŃ┐═æ¶ąĶŪ¾Ą─å¢Ņ}Ż¼ąĶę¬▀^│╠─▄┴”Ęų╬÷ī”ŽĄĮy▓╔╚Ī╣▄└Ē┤ļ╩®üĒ╠ßĖ▀─▄┴”ĪŻ░┤šš¼F┤·┘|┴┐┐žųŲĄ─╗∙▒Šė^³cŻ¼ų╗ėąį┌Ė▀╦«ŲĮĄ─╣ż╦ć╔·«aŠĆ╔Ž╔·«aĄ─«aŲĘ▓┼ėą┐╔─▄Š▀ėą▌^Ė▀Ą─┘|┴┐║═┐╔┐┐ąįĪŻ▓╔ė├“▀^│╠─▄┴”ųĖöĄ”┐╔ęįČ©┴┐▒Ēš„╣ż╦ć╦«ŲĮĄ─Ė▀Ą═ĪŻ
1 ▀^│╠─▄┴”╗∙▒ŠĖ┼─Ņ
1.1 ╣ż╦ćģóöĄĘų╔óąį┼c▀^│╠─▄┴”
╣ż╦ćģóöĄĘų╔óąįĄ─┤¾ąĪ╩ŪøQČ©╣ż╦ć╦«ŲĮĄ─╗∙▒Šę“╦žŻ¼╣ż╦ćģóöĄĄ─╝»ųą│╠Č╚ų▒ĮėĘ┤ė│┴╦╣ż╦ć╦«ŲĮĄ─Ė▀Ą═ĪŻī”ė┌š²æBĘų▓╝Ż¼Į^┤¾ČÓöĄģóöĄųĄ╝»ųąį┌u±3  ĘČć·ā╚ī”æ¬6
ĘČć·ā╚ī”æ¬6 Ż¼Ųõ▒╚└²×ķ99Ż«73ŻźŻ¼┤·▒ĒģóöĄĄ─š²│Ż▓©äėĘČć·Ę∙Č╚ĪŻę“┤╦Ż¼═©│Żīó6ČóĘQ×ķ▀^│╠─▄┴”ĪŻ
Ż¼Ųõ▒╚└²×ķ99Ż«73ŻźŻ¼┤·▒ĒģóöĄĄ─š²│Ż▓©äėĘČć·Ę∙Č╚ĪŻę“┤╦Ż¼═©│Żīó6ČóĘQ×ķ▀^│╠─▄┴”ĪŻ
1.2 ▀^│╠─▄┴”ųĖöĄcp┼cCpk╬─║═▀^│╠┐āą¦ųĖöĄPR┼cPpkĄ─Č©┴x
į┌¼F┤·╣żśIųąŻ¼×ķ┴╦ŠC║Ž▒Ē╩Š╣ż╦ć╦«ŲĮØMūŃ╣ż╦ćģóöĄęÄĘČę¬Ū¾Ą─│╠Č╚Ż¼ÅVĘ║▓╔ė├Ž┬┴ąöĄīW╣½╩ĮĘųäe▀Mąą▀^│╠─▄┴”ųĖöĄcp║═q║═▀^│╠┐āą¦ųĖöĄPp║═┐┐Ą─ėŗ╦Ń║═Ęų╬÷Ż║
 ╩ĮųąŻ║ČŻ×ķ┐é¾wś╦£╩▓ŅŻ╗USL×ķ┐žųŲ╔ŽŽ▐Ż╗LsL×ķ┐žųŲŽ┬Ž▐ĪŻ
╩ĮųąŻ║ČŻ×ķ┐é¾wś╦£╩▓ŅŻ╗USL×ķ┐žųŲ╔ŽŽ▐Ż╗LsL×ķ┐žųŲŽ┬Ž▐ĪŻ
1.3 īŹļH▀^│╠─▄┴”ųĖöĄCpk
į┌▀^│╠─▄┴”ųĖöĄĄ─Č©┴x║═ėŗ╦Ń╣½╩ĮųąŻ¼īŹļH╔Žļ[║¼ę╗éĆŚl╝■Ż¼Š═╩Ū╣ż╦ćģóöĄĘų▓╝ųąą─u┼c╣ż╦ćęÄĘČę¬Ū¾Ą─ųąą─ųĄŽÓųž║ŽĪŻĄ½╩Ūį┌īŹļHĄ─╔·«aųąŻ¼ę╗░ŃČ■š▀▓╗Ģ■ŽÓųž║ŽŻ¼ę“┤╦CoėųĘQ×ķØōį┌▀^│╠─▄┴”ųĖöĄŻ¼CpkätĘQ×ķīŹļH▀^│╠─▄┴”ųĖöĄĪŻį┌╔µ╝░▀^│╠─▄┴”ųĖöĄĄ─įuārĢrŻ¼ę╗Č©ę¬├„┤_╦∙šfĄ─╩ŪCn▀Ć╩ŪcIĪŻ┤¾┴┐īŹļH╔·«aīŹ█`▒Ē├„Ż¼į┌ę╗░ŃŪķørŽ┬Ż¼╣ż╦ćģóöĄĘų▓╝ųąą─u┼c╣ż╦ćųąą─ųĄŲ½ęŲĄ─│╠Č╚×ķ1Ż«5 Ż¼«öØMūŃ┤╦Śl╝■ĢrŻ¼Cpk=Cp-0Ż«5ĪŻ
Ż¼«öØMūŃ┤╦Śl╝■ĢrŻ¼Cpk=Cp-0Ż«5ĪŻ
2 ▀^│╠─▄┴”Ęų╬÷ę¬╦ž║═┼ąČ©
2.1 ▀^│╠─▄┴”Ęų╬÷Ą─ę¬╦ž
(1)▀^│╠▌ö│÷╠žąįĪŻ▀@╩ŪĒŚ─┐╣żū„Å─Č©┴xļAČ╬Š═ęč├„┤_Ą─Ż¼╦∙ų^▀^│╠─▄┴”Ż¼ųĖĄ─Š═╩Ū▀^│╠▌ö│÷╠žąįØMūŃęÄČ©ę¬Ū¾╗“ś╦£╩Ą──▄┴”ĪŻ
(2)ī”▀^│╠▌ö│÷╠žąįĄ─ę¬Ū¾ĪŻį┌▀Mąą▀^│╠─▄┴”Ęų╬÷ĢrŻ¼▒žĒÜūRäe▓ó├„┤_ŅÖ┐═ī”▀^│╠▌ö│÷╠žąįĄ─ę¬Ū¾Ż¼░³└©─┐ś╦ųĄ║═ęÄĘČŽ▐╗“╚▌Ž▐ĪŻ═©│ŻīóęÄĘČ╔ŽĪóŽ┬Ž▐ėø×ķUSL║═LSLĪŻī”ųŲįņ▀^│╠üĒšfŻ¼ūRäe─┐ś╦ųĄ║═ęÄĘČŽ▐╩Ū▒╚▌^╚▌ęūĄ─ĪŻę“┤╦Ż¼╣ż│╠╔Žī”┤╦ę╗░ŃČ╝ėą├„┤_Ą─šf├„║═ęÄČ©ĪŻĄ½ī”ĘŪųŲįņŅÉĄ─▀^│╠üĒšfŻ¼ąĶę¬ĒŚ─┐łFĻĀ═Č╚ļŠ½┴”ūRäe▓ó├„┤_▀@ą®ę¬Ū¾ĪŻ
(3)│ķśėĘĮ░ĖĪŻ▓╗═¼Ą─│ķśėĘĮ░ĖĘ┤ė│┴╦▀^│╠Ą─▓╗═¼Ūķør║═ĀŅæBĪŻ▒╚╚ńŻ¼į┌蹊┐▀^│╠Ą─Č╠Ų┌─▄┴”ĢrŻ¼│ķ╚ĪĄ─śė▒Šæ¬▒M┐╔─▄āH╩▄ĄĮļSÖC▓©äėę“╦žĄ─ė░ĒæĪŻ
(4)▀^│╠╩ŪʱĘĆČ©╗“Š▀ėą┐╔ŅA£yĄ─Ęų▓╝ĪŻ▀^│╠─▄┴”Ęų╬÷Ą─╝┘įOŪ░╠ß╩Ū▌ö│÷Ę■Å─š²æBĘų▓╝ĪŻę“┤╦Ż¼▀^│╠æ¬╩ŪĘĆČ©╗“Įyėŗ╩▄┐žĄ─ĪŻī”─Ūą®ĘŪš²æBĘų▓╝Ą─ŪķørŻ¼æ¬▀Mąą▀m«öĄ─ū°ś╦ūāōQŻ¼īóŲõ▐D╗»×ķš²æBĘų▓╝Ą─ŪķørĪŻ
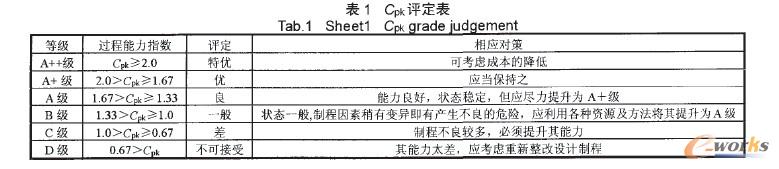
2.2 ▀^│╠─▄┴”Ęų╬÷įuČ©
CpkĄ─įu╝ēś╦£╩╚ń▒Ē1ĪŻ
3 ▀^│╠─▄┴”öĄō■īŹ└²Ęų╬÷
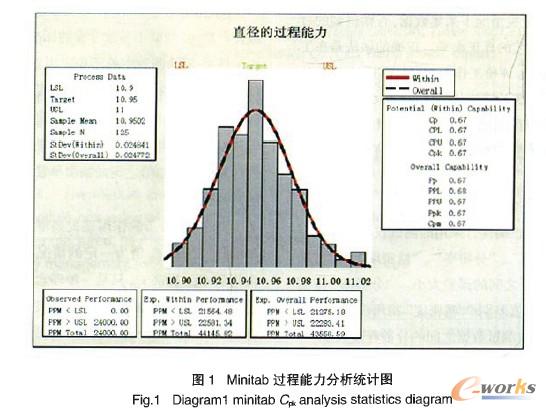
į┌─│▌S│ąĄ─╔·«a▀^│╠ųąŻ¼ŅÖ┐═į╩įSĄ─▌S│ąų▒ÅĮĄ─ūā«ÉĘČć·×ķ(10.90Ż¼11.00)Ż¼═©▀^╩š╝»Ą─125ĮMöĄō■▀Mąą▀^│╠─▄┴”Ęų╬÷ĪŻ
└¹ė├MinitabĄ─Capability analysisĮyėŗ╣”─▄Ż¼Ą├ĄĮĮyėŗłD(łD1)Ż¼═©▀^ė^▓ņŻ¼╬ęéā░l¼FłDųąĄ─ā╔ŚlŠĆÄū║§═Ļ╚½ųž║ŽŻ¼ś╦£╩▓Ņ(ĮMā╚)=0Ż«024 841┼cś╦£╩▓Ņ(┐é¾w)=0Ż«024 722ŽÓ▒╚Ż¼▓Ņ«É║▄ąĪŻ¼šf├„│²ĮMā╚ļSÖCš`▓Ņ═ŌŻ¼ĮMå¢▓ŅĄ─▓Ņ«É╩Ū▓╗’@ų°Ą─ĪŻšf├„Ė─▀M▀^│╠ĢrŻ¼ų„ę¬Ė─▀MĘĮŽ“╩ŪįOĘ©ĮĄĄ═▀^│╠Ą─▓©äėĪŻPp=oŻ«67Ż¼Ppk=0Ż«67Ż¼ā╔š▀Š∙Ą╚ė┌Cp║═CpkŻ¼šf├„«öŪ░Ą─▀^│╠─▄┴”ĘŪ│ŻĮėĮ³▀^│╠╣╠ėąĄ──▄┴”Ż¼▀^│╠ųą▓╗┤µį┌ĮMķg▓Ņ«É▀^┤¾Ą─╠ž╩Ōę“╦žŻ¼æ¬«öÅ─īżšęļSÖCę“╦ž╚╦╩ų╠ßĖ▀▀^│╠─▄┴”ĪŻ╦∙ęįŻ¼▌S│ąų▒ÅĮĄ─▀^│╠─▄┴”▌^▓ŅĪŻ
į┌ėŗ╦ŃCp║═PPĄ─═¼Ģr▀Ćę¬ėŗ╦ŃCpk║═PpkĄ─įŁę“╩ŪŻ║Cp║═Pp╩Ū╝┘Č©▀^│╠▌ö│÷Ą─Š∙ųĄ┼c─┐ś╦ųĄųž║ŽĢrĄ─▀^│╠─▄┴”Ż¼ų╗Ę┤ė│┴╦▀^│╠Ą─Øōį┌─▄┴”ĪŻę“┤╦Ż¼ę²╚ļck║═PpkĄ──┐Ą─Š═╩Ū×ķ┴╦īóŠ∙ųĄŲ½ęŲĄ─ė░Ēæę▓┐╝æ]▀MüĒĪŻį┌īŹļH╣żū„ųąŻ¼æ¬«ö═¼Ģr┐╝æ]▀@ā╔ŅÉųĖöĄŻ¼ęį▒Ńī”▀@éĆ▀^│╠Ą─ĀŅørėą▌^╚½├µĄ─┴╦ĮŌĪŻ«öcpk/ppkĄ─öĄųĄ┼cĮąPp║▄ĮėĮ³Ż¼Ą½öĄųĄČ╝▀ĆŲ½ąĪŻ¼ätšf├„▀^│╠Ą─īŹļHųąą─ļx╣½▓Ņųąą─▓╗▀hŻ¼å¢Ņ}Ą─ĻPµI╩Ū╔·«a▀^│╠Ą─▓©äė╠½┤¾Ż¼ĮĄĄ═ś╦£╩▓Ņ╩ŪĻPµIŻ╗Ę┤ų«Ż¼«öc√ń¾Ą─öĄųĄ┼cĮąPpŽÓ▓Ņæę╩ŌŻ¼Ą½dPDųĄ▀Ć╦ŃØMęŌŻ¼ätšf├„╔·«a▀^│╠Ą─▓©äė╔ą┐╔Ż¼Ą½╩ŪīŹļHųąą─ļx╣½▓Ņųąą─▌^▀hŻ¼å¢Ņ}Ą─ĻPµI╩Ūīó╔·«a▀^│╠Ą─īŹļHųąą─š{š¹ų┴╣½▓Ņųąą─╠ÄĪŻ
4 C╬─įuār┴„│╠║═ūóęŌ╩┬ĒŚ
CDkįuār▀^│╠░³└©3ĒŚų„ę¬╣żū„Ż║┤_Č©įuārī”Ž¾Īó▓╔╝»╣ż╦ćģóöĄ║═ėŗ╦Ń▀^│╠─▄┴”ųĖöĄĪŻ
4.1 ┤_Č©įuārī”Ž¾
×ķ┴╦▒ŻūCįuārĮY╣¹Ą─š²┤_ąįŻ¼ę¬Ū¾įuārĢr▓╔ė├Ą─╣ż╦ćģóöĄöĄō■“Ę■Å─═¼ę╗ĘNĘų▓╝”ĪŻ×ķ┴╦▒ŻūC╣ż╦ćģóöĄöĄō■“Ę■Å─═¼ę╗ĘNĘų▓╝”Ż¼Š═ę¬Ū¾╔·«a▀^│╠ųą╚╦ĪóÖCĪó┴ŽĪóĘ©ĪóŁhĪó£y(ėųĘQ×ķ5M1E)▀@6ĘNę“╦žį┌║Ļė^╔Ž▒Ż│ų▓╗ūāĪŻę¬ū÷ĄĮ▀@ę╗³c▒žĒÜūóęŌęįŽ┬ÄūéĆĘĮ├µĄ─ę¬Ū¾Ż║(1)╚ń╣¹═¼ę╗Ą└╣żą“ėąČÓ┼_ŽÓ═¼Ą─įOéõŻ¼æ¬Ęųäeėŗ╦Ń├┐ę╗┼_įOéõĄ─CpkŻ╗(2)╚ń╣¹═¼ę╗┼_įOéõ╝ė╣żÄūéĆŲĘĘNŻ¼æ¬▀xō±Ąõą═«aŲĘįuārĪŻīó▓╗═¼ŲĘĘNĄ─öĄō■╗ņ║Žį┌ę╗ŲŻ¼īóī¦ų┬Cpkėŗ╦ŃĮY╣¹Ų½Ą═Ż╗(3)▒M┴┐īó“╝╝╦ć╦«ŲĮ”▓Ņ▓╗ČÓĄ─▓┘ū„╚╦åT░▓┼┼į┌═¼ę╗┼_įOéõ╔ŽŻ¼╩╣╦¹éā╝ė╣żĄ─╣ż╦ćģóöĄöĄō■╗∙▒ŠĘ■Å─═¼ę╗ĘNĘų▓╝Ż╗(4)CpkįuārĄ─╩Ū╣żą“Ą─┐é¾w╦«ŲĮŻ¼▓╗╩Ūī”─│┤╬╝ė╣żĮY╣¹Ą─įuārŻ¼ę“┤╦ų╗ąĶę╗Č╬ĢrŲ┌(└²╚ńę╗éĆį┬)įuārę╗┤╬Ż¼▓╗ąĶę¬├┐╠ņ▀MąąįuārĪŻ
4.2 ▓╔╝»╣ż╦ćģóöĄ
×ķ┴╦▒ŻūCįuārĮY╣¹Ą─š²┤_ąįŻ¼į┌▓╔╝»╣ż╦ćģóöĄöĄō■ĢrŻ¼æ¬ūóęŌęįŽ┬ÄūéĆĘĮ├µĄ─å¢Ņ}Ż║
(1)╣ż╦ćģóöĄöĄō■éĆöĄ11Ą─┤_Č©įŁätŻ║Ė∙ō■öĄō■ĮyėŗįŁ└ĒŻ¼öĄō■éĆöĄįĮČÓŻ¼ėŗ╦ŃĮY╣¹įĮ“Š½┤_”ĪŻ┐╝æ]ĄĮīŹļH┐╔─▄ąįŻ¼ę╗░Ńėą100éĆöĄō■╝┤┐╔ĪŻī”ė┌─│ą®╠ž╩Ō╣żą“Ż¼▓╔╝»öĄō■Ą─ļyČ╚▌^┤¾╗“š▀┤·ār╠½Ė▀Ż¼ę▓┐╔ęįų╗▓╔ė├20ų┴30éĆöĄō■ėŗ╦ŃCpkųĄĪŻĄ½╩ŪŻ¼æ¬įō├„┤_Ż¼ėŗ╦ŃCpkųĄĢr▓╔ė├Ą─öĄō■įĮ╔┘Ż¼ėŗ╦ŃĮY╣¹Ą─ų├ą┼ģ^ķgŠ═įĮīÆŻ¼įuārĮY╣¹Ą─┐╔ą┼│╠Č╚Š═įĮ▓ŅĪŻ
(2)öĄō■▓╔╝»Ņl┤╬Ż║▓╔╝»öĄō■│ķśėĘĮ╩Įæ¬╣╠Č©Ż¼▓╗Ą├ōĮ╚╦╚╦×ķę“╦žĪŻ╚ń╣¹╔·«aŠĆ═¼ĢrīŹ╩®┴╦SPC┐žųŲŻ¼┐╔ęįČ©Ų┌▓╔ė├ę╗Č╬ĢrŲ┌ā╚▀MąąSPCĘų╬÷╦∙Öz£yĄ─öĄō■▀MąąCpkįuārŻ¼¤oąĶį┘┴Ēąą▓╔╝»öĄō■ĪŻ
(3)æ¬įōį┌╣ż╦ćĘĆČ©╩▄┐žŪķørŽ┬▓╔╝»öĄō■Ż¼Ę±ätĄ├ĄĮĄ─▀^│╠─▄┴”ųĖöĄ▓ó▓╗─▄┤·▒Ē╣ż╦ćĄ─šµš²╦«ŲĮĪŻš²┤_Ą─ū÷Ę©╩Ūį┌╣ż╦ćŠĆ╔Ž═¼Ģr▀MąąSPC║═ckįuār╣żū„Ż¼▓óŪęų╗ėą═©▀^SPCĘų╬÷ĮY╣¹▒Ē├„╔·«a▀^│╠╠Äė┌Įyėŗ╩▄┐žĀŅæBŻ¼į┘▀MąąQįuārĪŻ
(4)ĻPė┌“«É│ŻöĄō■”Ą─╠▐│²įŁätŻ║æ¬įō░┤ššĮyėŗ╣żŠ▀┤_Č©─│éĆöĄō■╩Ūʱ×ķ«É│ŻöĄō■Ż¼▓╗─▄æ{éĆ╚╦ĖąėXļSęŌäh│²ęč▓╔╝»Ą─öĄō■ĪŻ
4.3 £y┴┐āxŲ„ī”CpkįuārĮY╣¹Ą─ė░Ēæ
×ķ┴╦▒ŻūCįuārĮY╣¹Ą─š²┤_ąįŻ¼▓╔ė├Ą─£yįćāxŲ„▒žĒÜŠ▀ėąØMūŃįuārę¬Ū¾Ą─“£╩┤_Č╚”Īó“Ęų▒µ┬╩”Ī󓊽├▄Č╚”ĪŻ“£╩┤_Č╚”ųĖ£y┴┐ĮY╣¹┼c“šµųĄ”ų«ķgĄ─š`▓Ņ┤¾ąĪĪŻ“Ęų▒µ┬╩”ųĖ£yįćāxŲ„─▄ģ^Ęų│÷ČÓąĪĄ─öĄųĄ▓ŅäeĪŻ“Š½├▄Č╚”ųĖė├āxŲ„ųžÅ═ČÓ┤╬£yįć═¼ę╗éĆī”Ž¾Ż¼▓╗═¼┤╬£yįćöĄō■ų«ķgĄ─Ęų╔ó│╠Č╚┤¾ąĪĪŻ
(1)£yįćāxŲ„▒žĒÜŠ▀ėąūŃē“Ė▀Ą─Ęų▒µ┬╩ĪŻ×ķ┴╦▒ŻūCėŗ╦ŃŠ½Č╚Ż¼£yįćĄ─╣ż╦ćģóöĄöĄō■ų«ķg▒žĒÜį┌ā╔╬╗ėąą¦öĄūų╔Žėą╦∙▓ŅäeĪŻ╚ń╣¹£yįćāxŲ„ų╗─▄┼ąöÓģóöĄ╩ŪĘ±Ę¹║ŽęÄĘČę¬Ū¾Ż¼Č°▓╗─▄Įo│÷Š▀¾wöĄųĄŻ¼╗“š▀ę“×ķāxŲ„Ęų▒µ┬╩▓╗ē“Ż¼£yĄ├Ą─öĄō■Č╝╩ŪŽÓ═¼Ą─ųĄ(╗“š▀ų╗╩ŪÄūĘN▓╗═¼Ą─öĄųĄ)Ż¼ė╔▀@ĘNöĄō■║▄ļyš²┤_ėŗ╦Ń▀^│╠─▄┴”ųĖöĄĪŻ
(2)āxŲ„æ¬įōėąūŃē“Ė▀Ą─Š½├▄Č╚ĪŻāxŲ„Ą─Š½├▄Č╚╩ŪųĖė├įōāxŲ„ųžÅ═ČÓ┤╬▓╔╝»═¼ę╗éĆī”Ž¾Ż¼╦∙Ą├öĄō■▓╗Ģ■═Ļ╚½ŽÓ═¼Ż¼▒ž╚╗Š▀ėąę╗Č©Ą─Ęų╔óąįĪŻ═©│Żė├ś╦£╩Ų½▓Ņ┤¾ąĪ▒Ēš„āxŲ„Ą─Š½├▄Č╚ĪŻę“×ķ£yįćĄ─öĄō■īŹļH╔Ž═¼Ģr░³└©ėą£yįćāxŲ„Ą─£yįćś╦£╩Ų½▓Ņęį╝░╣ż╦ćģóöĄĄ─Ęų╔óąįŻ¼ī¦ų┬£yįćĄ├ĄĮĄ─╣ż╦ćģóöĄöĄō■Ą─ś╦£╩Ų½▓Ņ┤¾ė┌╣ż╦ćģóöĄ▒Š╔ĒĄ─ś╦£╩Ų½▓ŅĪŻę╗░Ńę¬Ū¾āxŲ„Ą─ś╦£╩Ų½▓Ņ▓╗┤¾ė┌╣ż╦ćģóöĄöĄō■ś╦£╩Ų½▓ŅĄ─╩«Ęųų«ę╗Ż¼Ę±ätĢ■╩╣ėŗ╦ŃĄ─QųĄ├„’@Ų½Ą═ĪŻ
4.4 ▀^│╠─▄┴”ųĖöĄėŗ╦Ń
×ķ┴╦▒ŻūCėŗ╦ŃĄ─Š½Č╚Ż¼æ¬įō╩ūŽ╚Ęų╬÷╣ż╦ćģóöĄöĄō■Ę■Å─Ą─Ęų▓╝ęÄ┬╔Ż¼▓óŪęĖ∙ō■╣ż╦ćģóöĄöĄō■Ę■Å─Ą─Ęų▓╝Ż¼▀xė├║Ž▀mĄ─╦ŃĘ©ĪŻī”ė┌ĘŪš²æBĘų▓╝Ą─╣ż╦ćģóöĄŻ¼æ¬įō▓╔ė├ā×╗»öM║ŽĄ─ĘĮĘ©ĪŻī”ė┌š²æBĘų▓╝Ą─╣ż╦ćģóöĄŻ¼▓╔ė├ā×╗»öM║ŽĘĮĘ©ėŗ╦ŃĄ─▀^│╠─▄┴”ųĖöĄ▒╚│ŻęÄĘĮĘ©Ą├ĄĮĄ─ĮY╣¹Ė³Ę¹║ŽīŹļHŪķørĪŻ
5 ╠ßĖ▀▀^│╠─▄┴”ųĖöĄĄ─╝╝ąg═ŠÅĮ
▀^│╠─▄┴”ųĖöĄCkĄ─┤¾ąĪĘ┤ė│┴╦╣ż╦ć│╔ŲĘ┬╩Ą─Ė▀Ą═ĪŻ¼F┤·╣żśI╔·«aī”▀^│╠─▄┴”ųĖöĄ╠ß│÷┴╦Cp▓╗ąĪė┌2Ż«0Ż¼Cpk▓╗ąĪė┌1Ż«5Ą─ę¬Ū¾Ż¼ęį▒ŻūC╣ż╦ć║ŽĖ±ŲĘ┬╩▓╗┤¾ė┌3Ż«4×loĪŻ╠ßĖ▀▀^│╠─▄┴”ųĖöĄĄ─╝╝ąg═ŠÅĮėą╚²ŚlŻ║
(1)═©▀^ā×╗»įOėŗŻ¼╩╣ęÄĘČĘČć·▒M┴┐┤¾Ż¼ī”æ¬ė┌╩╣╔ŽęÄĘČ▒M┴┐┤¾╗“╩╣Ž┬ęÄĘČ▒M┴┐ąĪŻ¼╗“š▀šf╩╣įOėŗ╚▌Ž▐▒M┴┐┤¾ĪŻī”─Ūą®ė╔Įyę╗ś╦£╩ęÄČ©Ą─ęÄĘČę¬Ū¾Ż¼▀@ĢręÄĘČę¬Ū¾▒žĒÜ░┤ššś╦£╩ęÄČ©ł╠ąąĪŻ
(2)ā×╗»╣ż╦ćŚl╝■║═Ż»╗“Ė³ą┬╔·«aįOéõŻ¼╩╣╣ż╦ćģóöĄĄ─Ęų╔óąį▒M┴┐ąĪŻ¼╝┤£pąĪģóöĄĘų▓╝Ą─ś╦£╩Ų½▓ŅŻ║╠ßĖ▀įOéõ║═─ŻŠ▀Ą─╝ė╣żŠ½Č╚Ż¼Ž¹│²ųŲ│╠ųąĄ─▓╗ĘĆČ©ę“╦žÄ¦üĒĄ─ūā▓ŅŻ╗╝ėÅŖįOéõ║═─ŻŠ▀Ą─³cÖz║═▒ŻB╣żū„Ż¼╝░Ģr░l¼F┐╔─▄Ģ■į┌╝ė╣ż▀^│╠ųąÄ¦üĒĄ─ūā▓ŅŻ╗ĘĮĘ©╔ŽĄ─Ė─▀M£p╔┘įOéõĪó─ŻŠ▀Ą──źōpĪŻ
(3)ā×╗»š{š¹╣ż╦ćŚl╝■Ż¼Š½╝Ü▓┘ū„Ż¼╩╣╣ż╦ćģóöĄĘų▓╝ŲĮŠ∙ųĄ┼cęÄĘČĄ─ųąą─ųĄų«ķgĄ─Ų½ļx▒M┴┐ąĪĪŻ£p╔┘Ų½ļx┴┐╩Ū╠ßĖ▀CpkĄ─ėąą¦═ŠÅĮĪŻ
ŲõųąŻ¼Ū░ā╔ŚlĄ─ū„ė├╩Ū╠ßĖ▀Øōį┌▀^│╠─▄┴”ųĖöĄCpŻ¼Ą┌(3)ŚlĄ─ū„ė├╩Ūį┌CpųĄ×ķę╗Č©Ą─ŪķørŽ┬▀Mę╗▓Į╠ßĖ▀īŹļH▀^│╠─▄┴”ųĖöĄckĪŻ╠ßĖ▀qų╗╩Ūę╗ĘN└Ē─ŅŻ¼╦³ų╗╩ŪųŲ│╠▀^│╠ųą┤_▒ŻŲĘ┘|Ą─Ū░╠߯¼Ą½Š▀¾w╚ń║╬╠ßĖ▀Cpkų„ę¬▀Ć╩Ūį┌╣ż╦ćĄ─Ė─▀M║═╣▄└Ē▐kĘ©Ą─Ė─▀MĪŻ
6 ĮY╩°šZ
╣ż╦ć─▄┴”įuār(CPK)ųĖöĄ╩Ūįuār╣ż╦ćŠĆ╩ŪʱŠ▀éõ╔·«a┘|┴┐║├Īó┐╔┐┐ąįĖ▀Ą─į¬Ų„╝■╦∙ę¬Ū¾Ą─╣ż╦ć╦«ŲĮųĖś╦ĪŻ¤ošō╩Ū▀^│╠─▄┴”ųĖöĄ▀Ć╩Ū▀^│╠┐āą¦ųĖöĄŻ¼╦∙ėą▀@ą®ųĖś╦Ą─öĄųĄįĮ┤¾Ż¼ś╦ųŠų°▀^│╠─▄┴”įĮ║├ĪŻļSų°Ģr┤·Ą─░lš╣Ż¼ī”▀@ą®ųĖś╦Ą─ę¬Ū¾ę▓įĮüĒįĮĖ▀ĪŻ└²╚ńŻ¼į┌é„ĮyĄ─┘|┴┐ś╦£╩ųąŻ¼cp>1(╣½▓Ņ│¼▀^6▒Č╗žŻ¼ät▀^│╠─▄┴”╔ą┐╔ĪŻĄ½ė├Ė▀ś╦£╩Ą─┴∙╬„Ė±¼öč█╣ŌüĒ┐┤Ż¼Cp≥2(╣½▓Ņ│¼▀^12▒Č Ż«Ą─▀^│╠▓┼╩Ū└ĒŽļĄ─▀^│╠ĪŻ
Ż«Ą─▀^│╠▓┼╩Ū└ĒŽļĄ─▀^│╠ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║▀^│╠─▄┴”Ęų╬÷į┌ųŲįņśIųąĄ─īŹļHæ¬ė├