1 ę²čį
Å═(f©┤)ļsĄ─«a(ch©Żn)ŲĘ═©│Ż╩ŪČÓīW(xu©”)┐ŲĪóČÓĘN╝╝ąg(sh©┤)Ą─╚┌║Ž«a(ch©Żn)╬’ĪŻįO(sh©©)ėŗĄ─ĮM┐Ś═©│Żę▓Ģ■Ė∙ō■(j©┤)╣”─▄Ą─äØĘųą╬│╔▓╗═¼Ą─ŽĄĮy(t©»ng)įO(sh©©)ėŗĪŻį┌ųŲįņŁh(hu©ón)╣Ø(ji©”)Ż¼╠žäe╩Ūį┌čb┼õųŲįņĮM┐ŚĢrŻ¼═∙═∙ąĶę¬┤“ŲŲįŁėąŽĄĮy(t©»ng)Ą─įO(sh©©)ėŗĮM┐ŚĮńŽ▐▓┼─▄īó«a(ch©Żn)ŲĘūŅĮKčb┼õųŲįņ═Ļ│╔ĪŻę“Č°į┌╣ż╦ćįO(sh©©)ėŗĪóĮM┐Ś╔Ž┼cīŹļH╔·«a(ch©Żn)Łh(hu©ón)╣Ø(ji©”)═∙═∙Ģ■«a(ch©Żn)╔·├¼Č▄Ż¼į┌čb┼õŁh(hu©ón)╣Ø(ji©”)╔Žė╚×ķ├„’@Ż¼Š▀¾w¾w¼F(xi©żn)į┌ęįŽ┬ÄūéĆĘĮ├µŻ║
1.╣ż╦ćįO(sh©©)ėŗĮM┐Ś┼cīŹļH╔·«a(ch©Żn)ĮM┐ŚĘĮ╩Į▓╗ę╗ų┬
é„Įy(t©»ng)Ą─čb┼õ╣ż╦ćįO(sh©©)ėŗĮM┐ŚĘĮ╩Į═∙═∙Ģ■čžęuįO(sh©©)ėŗĄ─ĮM┐ŚĘĮ╩ĮĪŻ░┤ššįO(sh©©)ėŗŽĄĮy(t©»ng)Ą─äØĘų▀Mąą╣ż╦ćĄ─įO(sh©©)ėŗĮM┐ŚŻ¼Ą½▀@ĘNĮM┐Ś╣▄└ĒĘĮ╩Įį┌īŹļHĄ─čb┼õ▀^│╠═∙═∙ąĶę¬ųžą┬ĮM┐ŚŻ¼ę“Č°Ģ■įņ│╔čb┼õ╣ż╦ćĄ─ųĖī¦(d©Żo)ąį▓╗ÅŖŻ¼čb┼õ╣ż╦ć┼c╔·«a(ch©Żn)īŹ█`├ō╣Ø(ji©”)Ą─å¢Ņ}ĪŻ
2.é„Įy(t©»ng)╣ż╦ćįO(sh©©)ėŗĄ─▒Ē▀_┼cīŹļH▄ćķg╔·«a(ch©Żn)▓╗ę╗ų┬
╣ż╦ćįO(sh©©)ėŗ╩Ūī”Å─├½┼„ĄĮ┴Ń╝■į┘ĄĮ«a(ch©Żn)ŲĘĄ─ś╦(bi©Īo)£╩(zh©│n)╔·«a(ch©Żn)ĘĮ╩ĮĪóĘĮĘ©Ą─įO(sh©©)ėŗŻ¼═©│Ż╩Ūßśī”ę╗éĆ┴Ń╝■╝ė╣żĪóę╗éĆ▓┐╝■čb┼õĪóę╗éĆ«a(ch©Żn)ŲĘ┐éčbš╣ķ_Ą─╣ż╦ćįO(sh©©)ėŗŻ¼▓ó▓╗▒Ē▀_╣żą“Ą─┤«▓óąąĻP(gu©Īn)ŽĄĪŻČ°▄ćķgĄ─īŹļH╔·«a(ch©Żn)╩ŪęįŲ¾śI(y©©)Ą─╔·«a(ch©Żn)ėŗäØ×ķ╗∙ĄA(ch©│)ęįę╗┼·┴Ń╝■Īó╚¶Ė╔Ą─▓┐čb╝░«a(ch©Żn)ŲĘĄ─╝ė╣żčb┼õŻ¼ėąĢrķgėŗäØĄ─╝s╩°Ż¼ŠC║Ž╚╦ĪóÖCĪó┴ŽĪóĘ©ĪóŁh(hu©ón)į┌īŹļH▄ćķg╔·«a(ch©Żn)ųąĄ─ŽÓ╗źųŲ╝sĻP(gu©Īn)ŽĄ║¾Ż¼ąĶę¬▀Mąą▒žę¬╣żą““ųžų├”Ż¼ī”╣żą“Ž╚║¾┤╬ą“▀Mąąš{(di©żo)š¹ĪŻĄ½ė╔ė┌é„Įy(t©»ng)╣ż╦ć▓ó╬┤ī”┤╦▀Mąą▒Ē▀_Å─Č°įņ│╔┴╦╣ż╦ć╝o(j©¼)┬╔╣▄└Ē╔ŽĄ─┐š░ūĪŻ
3.╦ćįO(sh©©)ėŗĄ─ę└ō■(j©┤)┼cīŹļH╔·«a(ch©Żn)Ą─ę└ō■(j©┤)▓╗ę╗ų┬
ļSų°¼F(xi©żn)┤·ėŗ╦ŃÖCłDą╬╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣Ż¼įĮüĒįĮČÓĄ─╚²ŠSįO(sh©©)ėŗ▒╗ÅVĘ║Ą─æ¬(y©®ng)ė├ĄĮ┴╦Ų¾śI(y©©)Ż¼ęį╚²ŠS─Żą═×ķę└ō■(j©┤)▀MąąĄ─╣ż╦ćįO(sh©©)ėŗęč│╔×ķę╗ĘN┌ģä▌ĪŻė╔ė┌╩▄ĄĮé„Įy(t©»ng)╩ųČ╬Īó╣żŠ▀Ą─ųŲ╝sŻ¼īŹļH╔·«a(ch©Żn)Ą─ĮM┐Ś▀Ć╩ŪęįČ■ŠS╣ż╦ćęÄ(gu©®)│╠×ķę└ō■(j©┤)ĪŻ▒ž╚╗Ģ■«a(ch©Żn)╔·ą┼ŽóĮ╗┴„┼cé„▀fĄ─▓╗═Ļš¹ĪŻ
╗∙ė┌ęį╔Žå¢Ņ}╬ęéāįćłDīżšęę╗ĘN─▄ē“╚½├µėąą¦Ę┤ė│╣ż╦ćĄ─įO(sh©©)ėŗ╦╝ŽļŻ¼ėų─▄ī”¼F(xi©żn)ł÷ųŲįņŲĄĮ├„┤_ųĖī¦(d©Żo)Ą─╣ż╦ćįO(sh©©)ėŗ┼cĮM┐ŚĘĮĘ©Ż¼╩╣╣ż╦ć│╔×ķįO(sh©©)ėŗ┼cųŲįņšµš²ś“┴║ĪŻŽ┬├µ╬ęéāŠ═ĮY(ji©”)║Ž▒ŠŲ¾śI(y©©)Ą─čb┼õ╔·«a(ch©Żn)īŹ█`ųąī”ą┼Žó╗»Ą─Š▀¾wæ¬(y©®ng)ė├ąĶŪ¾║═ŽÓĻP(gu©Īn)╝╝ąg(sh©┤)īŹ█`üĒĮķĮBę╗Ž┬╬ęéāĄ─╝╝ąg(sh©┤)ĮŌøQĘĮ░ĖĪŻ
2 æ¬(y©®ng)ė├▒│Š░
▒ŠŲ¾śI(y©©)Ą─«a(ch©Żn)ŲĘ╩ŪĄõą═Ą─Å═(f©┤)ļs«a(ch©Żn)ŲĘŻ¼╔µ╝░ÖCąĄĪó╣▄┬ĘĪóļŖ┬ĘĄ╚Ą╚ČÓéĆŽĄĮy(t©»ng)Ą─╝╝ąg(sh©┤)╚┌║ŽŻ¼╠žäe╩Ūį┌┐éčbŁh(hu©ón)╣Ø(ji©”)Ż¼×ķ┴╦═Ļ│╔«a(ch©Żn)ŲĘčb┼õ▓╗┐╔▒▄├ŌĄ─ę¬┤“ŲŲĖ„éĆŽĄĮy(t©»ng)įŁėąĄ─ĮńŽ▐ĪŻį┌▀^╚źŻ¼┐éčb╣ż╦ć╬─╝■Ą─įO(sh©©)ėŗĮM┐Ś╔Žę╗ų▒╩Ūßśī”å╬éĆŽĄĮy(t©»ng)▀MąąįO(sh©©)ėŗĄ─čb┼õ╬─╝■Ż¼į┌▄ćķg¼F(xi©żn)ł÷▄ćķg╣żū„╚╦åTę└ō■(j©┤)╝ł┘|(zh©¼)Ą─╔·«a(ch©Żn)ėŗäØĪó╣ż╦ć╬─╝■║═╣ż│╠łD╝ł×ķę└ō■(j©┤)Ż¼ųžą┬░▓┼┼▄ćķgĄ─╣ż╦ćĪó╔·«a(ch©Żn)ĮM┐ŚĪŻ▀@ĘN╣ż╦ćĮM┐Śæ¬(y©®ng)ė├Ą─¼F(xi©żn)ĀŅįņ│╔┴╦ęįŽ┬ę╗ŽĄ┴ąĄ─å¢Ņ}Ż║
╩ūŽ╚Ż¼į┌╣ż╦ćįO(sh©©)ėŗ▀^│╠ųąĢ■«a(ch©Żn)╔·┤¾┴┐Ą─╣ż╦ćą┼ŽóŻ¼╚ń╣ż╦ćĘĮ░ĖĪó╣ż╦ć┴„│╠Īó╣żą“ą┼ŽóĪó┼õ╠ū╬─╝■Ą╚ĪŻį┌▀^╚źĄ─╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ųąŻ¼▀@ą®╣ż╦ćą┼Žó╩Ū═©▀^╣ż╦ć┐©Ų¼Ą─ą╬╩Įé„▀fĮo╣▄└Ē╚╦åT║═▓┘ū„š▀Ż¼ė╔ė┌▀@ĘNé„▀fĘĮ╩Į░³║¼Ą─ą┼ŽóĘų╔óŻ¼▄ćķg╣ż╬╗╔ŽĄ─╔·«a(ch©Żn)╚╦åT▀ĆąĶę¬ĮY(ji©”)║Ž╣ż│╠łDŻ¼═¼Ģr─├ų°ČÓ▒Š╣ż╦ćęÄ(gu©®)│╠╗źŽÓģ󚚯¼▓┼─▄š╣ķ_╣żū„ĪŻė╔ė┌╣ż╦ćöĄ(sh©┤)ō■(j©┤)▒╚▌^Ęų╔óŻ¼ą┼Žó╗»╣▄└Ē╩ųČ╬┬õ║¾Ż¼╣▄└Ē╚╦åT║═▓┘ū„š▀▓╗─▄┐ņ╦┘▓ķ┐┤ĄĮūį╝║╦∙ąĶꬥ─öĄ(sh©┤)ō■(j©┤)║═ā╚(n©©i)╚▌Ż¼ęūė┌įņ│╔╬─╝■░l(f©Ī)Ę┼║═╔·«a(ch©Żn)╝╝ąg(sh©┤)╣▄└ĒĄ─╩Ķ┬®ĪŻ
Ųõ┤╬Ż¼į┌«a(ch©Żn)ŲĘčb┼õ▀^│╠ųąŻ¼ė╔ė┌╩ŪČÓ▒Š╣ż╦ć═¼Ģrł╠(zh©¬)ąąŻ¼Č°Ūę╣ż╦ćėųø]ėą├„┤_Ą─▒Ē├„ę╗▒Š╣ż╦ć╬─╝■╣żą“Ą─┤«▓óąąĻP(gu©Īn)ŽĄŻ¼ęį╝░ČÓ▒Š╣ż╦ćų«ķgĄ─╣żą“ł╠(zh©¬)ąąĄ─┤«▓óąąĻP(gu©Īn)ŽĄŻ¼▓╗─▄×ķ╣ż╦ć╣▄└Ē║═▓┘ū„š▀╠ß╣®ŪÕ╬·├„┤_Ą─╔·«a(ch©Żn)ųĖī¦(d©Żo)ĪŻę“Č°╣żą“ų«ķgĄ─Ž╚║¾ł╠(zh©¬)ąąĒśą“═©│Ż╩ŪĖ∙ō■(j©┤)░ÓĮMķLĄ─Įø(j©®ng)“×┤_Č©Ż¼«ö(d©Īng)├µ┼Rę╗éĆą┬Ą─ą═╠¢čb┼õ╔·«a(ch©Żn)╚╬äš(w©┤)ĢrŻ¼čb┼õ╚╦åTę▓ų„ę¬ę└┐┐ūį╝║Ą─Įø(j©®ng)“×╗“ė╔▄ćķgčb┼õ╣ż╦ćåTųv╩÷Ą─ĘĮ╩ĮüĒ└ĒĮŌ╣ż╦ćŻ¼Č°╣ż╦ć╚╦åTĄ─Įø(j©®ng)“×ėųüĒūįė┌╩ņŠÜ╝╝ąg(sh©┤)╚╦åTĄ─┐┌┐┌ŽÓé„Ż¼╝┤└╦┘MĢrķgŻ¼Ū깦╣¹Ė„«ÉĪŻę“Č°╣ż╦ćł╠(zh©¬)ąąĄ─ę╗ų┬ąįļyęįĄ├ĄĮ▒ŻšŽĪŻ
┴Ē═ŌŻ¼ļSų°╚²ŠS╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣Ż¼╚²ŠSCADŽĄĮy(t©»ng)į┌Ų¾śI(y©©)Ą─æ¬(y©®ng)ė├ęč╚šØu╔Ņ╚ļŻ¼╚²ŠS╣ż╦ćą┼ŽóŽĄĮy(t©»ng)Ą─Į©įO(sh©©)ęč╠ß╔Ž┴╦╚š│╠Ż¼Ą½╩Ū╚²ŠS─Żą═Īó╚²ŠS╣ż╦ćŽ┬▄ćķg╚ń║╬š╣╩ŠŻ¼▄ćķgčb┼õ▀MČ╚╚ń║╬ėąą¦Ą─ĄžĘ┤ė│Īó╔·«a(ch©Żn)ą┼Žó╚ń║╬Ę┤üŻ¼Š∙│╔×ķ─┐Ū░▄ćķg╔·«a(ch©Żn)Ą─╝╝ąg(sh©┤)£╩(zh©│n)éõŁh(hu©ón)╣Ø(ji©”)╝▒ąĶĮŌøQĄ─ļyŅ}ĪŻ
3 ╝╝ąg(sh©┤)īŹ¼F(xi©żn)─┐ś╦(bi©Īo)
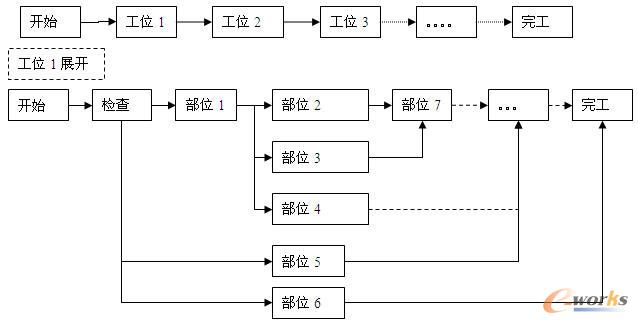
ĮY(ji©”)║Ž─┐Ū░▒ŠŲ¾śI(y©©)Ą─ąĶŪ¾║═ą┼Žó╗»Į©įO(sh©©)īŹļHŪķørŻ¼═©▀^╔Ž╩÷Ęų╬÷╬ęéā┤_Č©Å─┐éčbŁh(hu©ón)╣Ø(ji©”)╚ļ╩ųćLįć═©▀^├µŽ“╔·«a(ch©Żn)¼F(xi©żn)ł÷Ą─╣ż╦ćęÄ(gu©®)äØ┤“═©╣ż╦ćįO(sh©©)ėŗĄĮ╔·«a(ch©Żn)ųŲįņł╠(zh©¬)ąąĄ─╣ż╦ć╝╝ąg(sh©┤)ł╠(zh©¬)ąąå¢Ņ}ĪŻęÄ(gu©®)äØŠ▀¾wīŹ¼F(xi©żn)ęįŽ┬─┐ś╦(bi©Īo)Ż║
Ī±┐éčbįO(sh©©)ėŗŁh(hu©ón)╣Ø(ji©”)ęįłD╩Š╗»ą╬╩Į▒Ē▀_╣żą“ł╠(zh©¬)ąą┤╬ą“Ż╗
ęįłD╩Š╗»ą╬╩Į▒Ē▀_═Ļš¹Ą─┐éčb┼õ╣ż╦ćįO(sh©©)ėŗ┴„│╠Ż¼čb┼õĖ„╣żą“ų«ķgĄ─ŪČ╠ūĻP(gu©Īn)ŽĄęį╝░čb┼õų«ķgĄ─┤«▓óąąĒśą“ĻP(gu©Īn)ŽĄĪŻį┌├┐éĆł╠(zh©¬)ąą┴„│╠łD╣Ø(ji©”)³c┐╔ūįė╔Ž“Ž┬öUš╣Ūę┐╔ęįĘ┤ė││÷▓╗═¼Ą─čb┼õ╝╝ąg(sh©┤)Īó┼õ╠ū╝░ł╠(zh©¬)ąąĀŅæB(t©żi)ĪŻ
Ī±į┌┐éčbįO(sh©©)ėŗŁh(hu©ón)╣Ø(ji©”)ęį╔·«a(ch©Żn)čb┼õĮM┐Śå╬į¬×ķ╗∙ĄA(ch©│)Ą─╣ż│╠▒Ē▀_Ż╗
ęį¼F(xi©żn)ł÷Ą─╣ż╬╗Ą─čb┼õå╬į¬×ķ╗∙ĄA(ch©│)ĮM┐ŚįO(sh©©)ėŗöĄ(sh©┤)ō■(j©┤)Ż©╚²ŠS─Żą═ĪóČ■ŠS╣ż│╠łDŻ®Īó╣ż╦ć╝╝ąg(sh©┤)£╩(zh©│n)éõöĄ(sh©┤)ō■(j©┤)Ż©╣ż╦ć╬─╝■╝░┼õ╠ūŪÕå╬Ż®ĪóėŗäØöĄ(sh©┤)ō■(j©┤)Ż©ķ_═Ļ╣żėŗäØŻ®Īó╔·«a(ch©Żn)¼F(xi©żn)ł÷öĄ(sh©┤)ō■(j©┤)Ż©ķ_═Ļ╣żą┼ŽóĪóÖz“׹┼ŽóŻ®╝░¼F(xi©żn)ł÷Ę┤üöĄ(sh©┤)ō■(j©┤)Ż©¼F(xi©żn)ł÷ėøõøĪóĘ┤üą┼ŽóŻ®ĪŻį┌å╬éĆčb┼õå╬į¬╔Ž┐╔╝»ųąš╣╩ŠŽÓĻP(gu©Īn)Ą─įO(sh©©)ėŗĪó╣ż╦ćĪó╔·«a(ch©Żn)ŽÓĻP(gu©Īn)ą┼ŽóĪŻ
Ī±į┌▄ćķg¼F(xi©żn)ł÷ł╠(zh©¬)ąąŁh(hu©ón)╣Ø(ji©”)┐╔▀Mąą╔·«a(ch©Żn)╝╝ąg(sh©┤)£╩(zh©│n)éõŠC║Ž▓ķįā┼cīŹĢr╔·«a(ch©Żn)ą┼ŽóĘ┤ü
į┌▄ćķg¼F(xi©żn)ł÷╩╣ė├æ¶ĮĶų·×gė[Ų„Ż¼═©▀^ė|├■╩ĮĮKČ╦╗“▓╗═¼Ą─ė├æ¶ĮKČ╦Ż¼īŹ¼F(xi©żn)īŹĢrĪóäėæB(t©żi)įL墫a(ch©Żn)ŲĘĪó╣ż╦ćą┼ŽóŻ¼┐╔ę└ō■(j©┤)▄ćķg┘Yį┤┼õų├Ūķør║═╔·«a(ch©Żn)¼F(xi©żn)ł÷īŹļHŪķør▀MąąīŹĢrķ_═Ļ╣żą┼ŽóĪó┘Yį┤┼õų├Ę┤üŻ¼═¼Ģr╠ß╣®īó¼F(xi©żn)ł÷▓╔╝»Ą─ęĢŅlöĄ(sh©┤)ō■(j©┤)╚ļÄņŻ¼×ķūŅĮKą╬│╔╔·«a(ch©Żn)öĄ(sh©┤)ō■(j©┤)░³ū÷£╩(zh©│n)éõĪŻ
Ī±į┌╣▄└ĒøQ▓▀Łh(hu©ón)╣Ø(ji©”)┐╔ŽĄĮy(t©»ng)ąįš╣╩Š╔·«a(ch©Żn)Īó╝╝ąg(sh©┤)£╩(zh©│n)éõĀŅør
Į©┴óę╗ĘN╗∙ė┌IntranetŻ©Šųė“ŠW(w©Żng)Ż®Ą─╣ż╦ćą┼Žó░l(f©Ī)▓╝┼cį┌ŠĆæ¬(y©®ng)ė├Ż¼╝ėÅŖī”Ė„ĘN╣ż╦ćĪó╔·«a(ch©Żn)ą┼ŽóĄ─£Ž═©║═╣▄└ĒŻ¼═©▀^īŹĢrłD╩Š╗»Ą─╔·«a(ch©Żn)ĮM┐Śš╣╩Š┼c▀MČ╚ĀŅæB(t©żi)Ūķørš╣╩Š½@╚Ī£╩(zh©│n)┤_Ą─ę╗ŠĆ╔·«a(ch©Żn)ą┼ŽóĘ┤üŻ¼═¼Ģr═©▀^ī”¼F(xi©żn)ł÷ą┼ŽóĄ─Ę┤ü╠Ä└ĒīŹ¼F(xi©żn)╔·«a(ch©Żn)¼F(xi©żn)ł÷┐ņ╦┘Ēææ¬(y©®ng)Ą─æ¬(y©®ng)ė├ąĶŪ¾Ż¼×ķĖ─╔Ų║═ā×(y©Łu)╗»čb┼õą¦┬╩┼c┘|(zh©¼)┴┐╠ß╣®▒žę¬Ą─øQ▓▀ų¦│ųĪŻ
4 ╝╝ąg(sh©┤)īŹ¼F(xi©żn)
4.1 łD╩Š╗»▒Ē▀_š¹¾wčb┼õĄ─╣ż╦ć╝╝ąg(sh©┤)ĮM┐ŚĀŅør
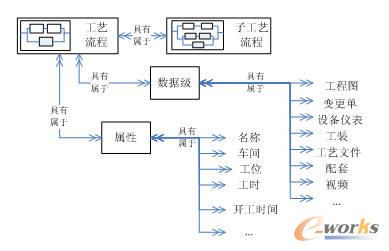
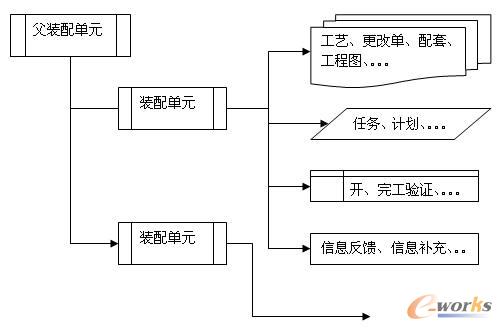
╣ż╦ćįO(sh©©)ėŗļAČ╬čb┼õå╬į¬ųŲėå┴„│╠łDŻ¼čb┼õå╬į¬╝Ü╗»ĄĮå╬éĆ╔·«a(ch©Żn)ųĖ┴ŅŻ¼═©▀^┴„│╠łDĄ─ŪČ╠ūĻP(gu©Īn)ŽĄ║═┤«▓óąąĻP(gu©Īn)ŽĄŽĄĮy(t©»ng)š╣╩Š═Ļš¹čb┼õ┴„│╠Ż¼łD╩Š╗»š¹¾w╣ż╦ćčb┼õöĄ(sh©┤)ō■(j©┤)ęÄ(gu©®)äØ╚ńłD1╦∙╩ŠĪŻ═¼Ģrå╬éĆčb┼õå╬į¬ų¦│ųĮY(ji©”)śŗ(g©░u)╗»╣ż╦ćįO(sh©©)ėŗ┼c╬─╝■╝ē╣ż╦ćįO(sh©©)ėŗŻ¼ų¦│ųča│õČÓ├Į¾w╣ż╦ćą┼ŽóŻ¼Å─Č°į┌įO(sh©©)ėŗļAČ╬×ķ╔·«a(ch©Żn)Ą─┐╔ęĢ╗»╔·«a(ch©Żn)║═Š½╝Ü╗»╣▄└ĒĄņČ©╗∙ĄA(ch©│)ĪŻ╣ż╦ćöĄ(sh©┤)ō■(j©┤)ĮM┐ŚĮY(ji©”)śŗ(g©░u)╚ńłD2╦∙╩ŠĪŻ
łD1 š¹¾w╣ż╦ćčb┼õöĄ(sh©┤)ō■(j©┤)ęÄ(gu©®)äØ
łD2 ╣ż╦ćöĄ(sh©┤)ō■(j©┤)ĮM┐ŚĮY(ji©”)śŗ(g©░u)
4.2 ęįčb┼õå╬į¬×ķ╗∙ĄA(ch©│)Ą─╣ż│╠▒Ē▀_
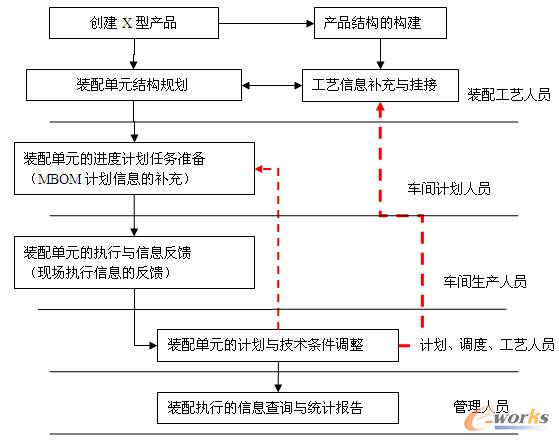
▒ŠŲ¾śI(y©©)įŁėąĄ─čb┼õ╣ż╦ćŠÄųŲ╩Ūßśī”ŽĄĮy(t©»ng)Ż©░³║¼ĮY(ji©”)śŗ(g©░u)░▓čbĪó╣▄┬Ę░▓čbĄ╚Ą╚Ż®ŠÄųŲŽÓĻP(gu©Īn)Ą─╣ż╦ć╬─╝■Ż¼ŽĄĮy(t©»ng)ęÄ(gu©®)äØ╩Ūī”ė┌ę╗éĆčb┼õå╬į¬Ż¼ā╚(n©©i)╚▌╔µ╝░ę╗éĆąĪĮMį┌ę╗éĆ╣ż╬╗å╬į¬╔Ž┐ńŽĄĮy(t©»ng)═Ļ│╔Ą─╦∙ėą╣żū„Ą─╝»║ŽĪŻ▒Š╝»║Ž░³└©čb┼õå╬į¬Ą─╣ż│╠╝╝ąg(sh©┤)£╩(zh©│n)éõą┼ŽóĪóėŗäØ╚╬äš(w©┤)ą┼ŽóĪó¼F(xi©żn)ł÷ł╠(zh©¬)ąą┼cĘ┤üą┼ŽóĪóęį╝░ūāĖ³š{(di©żo)š¹ą┼Žó╦─▓┐Ęųśŗ(g©░u)│╔ĪŻčb┼õå╬į¬śŗ(g©░u)│╔╚ńłD3╦∙╩ŠĪŻ
łD3 čb┼õå╬į¬śŗ(g©░u)│╔
╣ż│╠╝╝ąg(sh©┤)£╩(zh©│n)éõą┼Žó░³└©ęįŽ┬ÄūĘĮ├µā╚(n©©i)╚▌Ż║čb┼õ╣ż╦ć╬─╝■Īóčb┼õ┼õ╠ūŪÕå╬Īóčb┼õįO(sh©©)éõĄ╚┼õ╠ūą┼ŽóĪóčb┼õ╣żčbą┼Žó▒ĒĪóŽ¹║─┴Ń╝■ą┼ŽóĪó▌oų·▓─┴ŽČ©Ņ~▒ĒĪóčb┼õ╣ż│╠łD╬─╝■Īóčb┼õ╚²ŠS─Żą═ĪóŲõ╦¹Ż©╚²ŠSĘ┬šµĪóęĢŅlĄ╚Ż®Ż╗
ėŗäØ╚╬äš(w©┤)ą┼Žó░³└©Ż║ł╠(zh©¬)ąą╚╦Īó╣żŲ┌Īóķ_╣żĢrķgŻ╗
¼F(xi©żn)ł÷ł╠(zh©¬)ąąĘ┤üą┼Žó░³└©Ż║ķ_╣ż“×ūCĪó═Ļ╣ż“×ūCĪó┼õ╠ūą┼ŽóĘ┤üĪó╔·«a(ch©Żn)ą┼ŽóĄ─Ę┤üĪóĻP(gu©Īn)µIčb┼õ╩ŠĮ╠╝░╩ŠŠ»╠Ē╝ėĪó¼F(xi©żn)ł÷ł╠(zh©¬)ąą▒O(ji©Īn)┐žŻ╗
ūāĖ³š{(di©żo)š¹ą┼Žó░³└©Ż║╝╝ąg(sh©┤)ūāĖ³═©ų¬ĪóūāĖ³å╬Ż¼ėŗäØūāĖ³═©ų¬ĪóūāĖ³å╬ĪŻ
4.3 ╔·«a(ch©Żn)Īó╝╝ąg(sh©┤)£╩(zh©│n)éõĀŅørĄ─ŽĄĮy(t©»ng)ąįš╣╩Š
ėŗ╦ŃÖC═©▀^ŽĄĮy(t©»ng)ŅA(y©┤)Č©┴xĄ─╔·«a(ch©Żn)ł╠(zh©¬)ąą─Żą═Ż¼Å─╔·«a(ch©Żn)ųĖ┴Ņ░l(f©Ī)▓╝ķ_╩╝Ż¼į┌╔·«a(ch©Żn)╝╝ąg(sh©┤)£╩(zh©│n)éõĪó┼õ╠ūĪó╔·«a(ch©Żn)Īó┘|(zh©¼)ÖzĪóš{(di©żo)Č╚Īó╣żŲ┌Ą╚Ė„éĆŁh(hu©ón)╣Ø(ji©”)╔ŽŻ¼╠ß╣®ŽÓī”Ą─ŅA(y©┤)įO(sh©©)┴„▐D(zhu©Żn)ĪóĘ┤üŻ╗╔·«a(ch©Żn)ųąĖ„éĆŁh(hu©ón)╣Ø(ji©”)Ą─ĀŅæB(t©żi)ļSå╬į¬śŗ(g©░u)│╔ą┼ŽóĄ─ė|░l(f©Ī)Č°Ė³ą┬Ż¼═¼Ģr┐╔ę└ō■(j©┤)╣Ø(ji©”)³cą┼Žó▀Mąą▒žę¬Ą─ģR┐éĮy(t©»ng)ėŗŻ¼×ķīŹ¼F(xi©żn)Š½╝Ü╗»╣▄└Ē┤“║├╗∙ĄA(ch©│)Ż╗┐╔ęĢ╗»ĘĮ├µŻ¼×ķ╩╣ė├š▀╠ß╣®ų▒ė^Ą─ĮY(ji©”)śŗ(g©░u)╗»ł╠(zh©¬)ąąöĄ(sh©┤)ō■(j©┤)░³Ą─×gė[Ż©ų¦│ųoffice╬─ÖnĪółDŲ¼ĪóęĢŅlĪó╚²ŠSöĄ(sh©┤)─ŻĄ╚Ż®Īó▓ķįāŻ©łD╩Š╗»š¹¾w╣żū„ĀŅæB(t©żi)Īó▒Š┼_▓┐╝■░▓čbęŌęŖĘ┤ü┴ą▒ĒĪóš²į┌ķ_š╣╣żū„Īóė÷ĄĮ═Ż╣żå¢Ņ}┴ą▒ĒĪó┼õ╠ū▓╗²R╠ūŪÕå╬Ż®║═Ę┤üĪŻ×ķūŅĮKīŹ¼F(xi©żn)┐╔ęĢ╗»Ą─ųŲįņŁh(hu©ón)Š│┤“║├╗∙ĄA(ch©│)ĪŻ
łD4 ┐╔ęĢ╗»ųŲįņŁh(hu©ón)Š│
4.4 ŽĄĮy(t©»ng)æ¬(y©®ng)ė├
Ī±æ¬(y©®ng)ė├ą╬╩Į
į┌╣ż╦ćįO(sh©©)ėŗĪó┼cėŗäØįO(sh©©)ėŗ▓╔ė├C/SļŖ─XĮKČ╦æ¬(y©®ng)ė├Ż╗
▄ćķg¼F(xi©żn)ł÷æ¬(y©®ng)ė├╚╦åT▓╔ė├ė|├■Ų┴ļŖ─XĮKČ╦/Śl┤aÆ▀├Ķāxæ¬(y©®ng)ė├Ż╗
╝╝ąg(sh©┤)Īó╔·«a(ch©Żn)╣▄└Ē╚╦åT▓╔ė├B/SļŖ─XĮKČ╦æ¬(y©®ng)ė├ĪŻ
Ī±ŽĄĮy(t©»ng)śI(y©©)äš(w©┤)┴„│╠─Żą═
ŽĄĮy(t©»ng)╔µ╝░╣ż╦ć╚╦åTĪóėŗäØ╚╦åTĪó▄ćķg╔·«a(ch©Żn)╚╦åTęį╝░╣▄└Ē╚╦åTŻ¼╦¹éāų„ꬥ─╣żū„śI(y©©)äš(w©┤)Ęų╣ż╚ńłD5ŽĄĮy(t©»ng)š¹¾wśI(y©©)äš(w©┤)┴„│╠─Żą═╦∙╩ŠĪŻ
łD5 ŽĄĮy(t©»ng)š¹¾wśI(y©©)äš(w©┤)┴„│╠─Żą═
Ī±ŽĄĮy(t©»ng)╣żū„┴„│╠
ŽĄĮy(t©»ng)Ė„╝ē╩╣ė├╚╦åT╣żū„┴„│╠╚ńłD6ŽĄĮy(t©»ng)š¹¾w╣żū„┴„│╠╦∙╩ŠĪŻ

łD6 ŽĄĮy(t©»ng)š¹¾w╣żū„┴„│╠
Ī±ų„ę¬æ¬(y©®ng)ė├Įń├µ
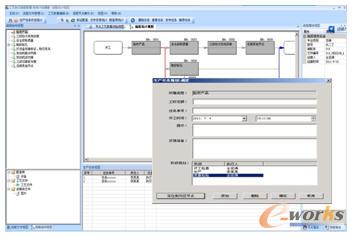
ŽĄĮy(t©»ng)š¹¾wĮń├µįO(sh©©)ėŗ╦╝┬Ę╩Ūęį┴„│╠łD×ķų„ŠĆŻ¼ęį┴„│╠łD╣Ø(ji©”)³cš╣ķ_öĄ(sh©┤)ō■(j©┤)ĮM┐ŚĪŻūŅĮKīŹ¼F(xi©żn)įŁįO(sh©©)ėŗ─┐ś╦(bi©Īo)ĪŻłD╩Š╗»Ą─ĘĮ╩Įš╣╩Šš¹¾w╔·«a(ch©Żn)čb┼õĄ─ŪČ╠ū╝░┤«▓óąąĻP(gu©Īn)ŽĄ╚ńłD7╦∙╩ŠŻ¼ęįčb┼õĮM┐Śå╬į¬×ķ╗∙ĄA(ch©│)Ą─╣ż│╠▒Ē▀_Įń├µ╚ńłD8╦∙╩ŠŻ¼ūŅĮK╝»│╔æ¬(y©®ng)ė├╚ńłD9╦∙╩ŠĪŻ
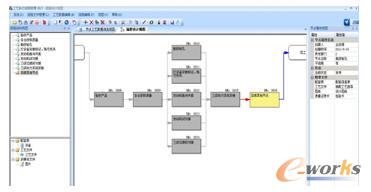
łD7 łD╩Š╗»┐éčb╣ż╦ć▒Ē▀_
łD8 ęįčb┼õĮM┐Śå╬į¬×ķ╗∙ĄA(ch©│)Ą─╣ż│╠▒Ē▀_

łD9 ╝»│╔æ¬(y©®ng)ė├
5 ąĪĮY(ji©”)
Ų¾śI(y©©)Ą─▄ćķg╔·«a(ch©Żn)ĮM┐Ś╩Ūęį╣ż╬╗×ķ╗∙ĄA(ch©│)Ż¼ęį╣żą“Īó╣ż▓Į×ķ╝ė╣żå╬╬╗▀MąąĘų╣żŻ¼ę“Č°ę¬Ū¾╣ż╦ć╬─╝■Ą─įO(sh©©)ėŗĮM┐Ś▒žĒÜę▓╩Ūęį╔·«a(ch©Żn)ĮM┐Ś×ķę└ō■(j©┤)Ą─įO(sh©©)ėŗĮM┐ŚŻ¼Ą½é„Įy(t©»ng)Ą─╣ż╦ć═©│Ż╩ŪęįįO(sh©©)ėŗ×ķų„ŠĆĄ─╝ė╣ż▒Ē▀_Ż¼╠žäe╩Ūčb┼õŁh(hu©ón)╣Ø(ji©”)═©│Ż╩ŪęįįO(sh©©)ėŗĄ─ę╗éĆŽĄĮy(t©»ng)×ķę└ō■(j©┤)▀MąąĄ─╣ż╦ćĮM┐ŚŻ¼▀@ĘN╣ż╦ćĄ─ĮM┐Ś▒Ē▀_┼c╔·«a(ch©Żn)¼F(xi©żn)ł÷Ą─╔·«a(ch©Żn)ĮM┐Śą╬╩Į▓╗═¼Ż¼ę“Č°│Ż│Żįņ│╔╣ż╦ćą┼ŽóĮ╗┴„▓╗Ģ│Īó╔·«a(ch©Żn)ł╠(zh©¬)ąą╚▒Ę”ę└ō■(j©┤)Ą─├¼Č▄ĪŻę“Č°Įy(t©»ng)ę╗╣ż╦ćįO(sh©©)ėŗ┼c▄ćķg╔·«a(ch©Żn)Ą─ĮM┐Śę└ō■(j©┤)╩ŪĮŌøQ▀@ę╗ŽĄ┴ą├¼Č▄Ą─ĻP(gu©Īn)µIĪŻ
┐éĮY(ji©”)▒ŠŲ¾śI(y©©)Ą─┐éčbą┼Žó╗»æ¬(y©®ng)ė├īŹ█`ėąęįŽ┬╠ž³cŻ║
1.└¹ė├ęčėą│╔╩ņėŗ╦ŃÖCłDą╬╝╝ąg(sh©┤)Ż¼łD╩Š╗»ų▒ė^Ą─Ę┤æ¬(y©®ng)čb┼õ╔·«a(ch©Żn)▀^│╠Ż╗
2.═╗ŲŲé„Įy(t©»ng)╦╝ŠS─Ż╩ĮŻ¼ęį╔·«a(ch©Żn)ĮM┐Śå╬į¬×ķ╗∙ĄA(ch©│)▀MąąöĄ(sh©┤)ō■(j©┤)ĮM┐ŚŻ¼Å─Č°╩╣╔·«a(ch©Żn)Ą─├┐éĆå╬į¬│╔×ķę╗éĆ═Ļš¹ĪóėąÖCĄ─ą┼Žó░³Ż╗
3.ęįīŹė├×ķų„Ż¼│õĘų└¹ė├ęčėąĄ─╝╝ąg(sh©┤)║═┘Yį┤╗∙ĄA(ch©│)Ż¼ūŅ┤¾│╠Č╚Ą─└¹ė├ęčėąĄ─╝╝ąg(sh©┤)Ęe└█Ż╗
4.▒Š╬─╦∙╩÷Ą─┐é¾w╝╝ąg(sh©┤)ĘĮĘ©╩Ūęį┐éčb╣ż╦ć×ķæ¬(y©®ng)ė├ī”Ž¾Ż¼═©▀^▒žę¬Ė─įņī”Ųõ╦¹╣ż╦ćŅÉą═ę▓▀mė├ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║├µŽ“╔·«a(ch©Żn)¼F(xi©żn)ł÷Ą─╣ż╦ćĮM┐ŚęÄ(gu©®)äØ╝╝ąg(sh©┤)蹊┐
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.guhuozai8.cn/html/solutions/1401938612.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")