0 ę²čį
╬’┴ŽąĶŪ¾ėŗäØ(Material Requirement PlanningŻ¼MRP)ĪóųŲįņ┘Yį┤ėŗäØ(Manufacture Resource PlanningŻ¼MRPó“/ERP)Īó£╩Ģr╗»╔·«a(Just in TimeŻ¼JIT)║═╝s╩°└Ēšō(Theory of ConstraintsŻ¼TOC)Ą╚╔·«a╣▄└Ē╝╝ągį┌▓╗═¼ĢrŲ┌Īó▓╗═¼╔·«aŁhŠ│ųąČ╝░lō]┴╦ųžę¬Ą─ū„ė├Ż¼į┌╬ęć°Ż¼▀@ą®╔·«a╣▄└Ē╝╝ągę▓ėąų°▓╗═¼│╠Č╚Ą─æ¬ė├║═░lš╣ĪŻ
įSČÓīWš▀ī”╚²š▀ąį─▄▀Mąą┴╦─ŻöM║═ī”▒╚Ż¼čąŠ┐┴╦MRP/MRPó“/ERP║═OPT/TOCĄ─╝»│╔Ż¼ęįMRP/MRPó“/ERPŽĄĮy×ķ┐“╝▄Ż¼ŪČ╚ļŠ▀ėąTOCĄ──│ą®╣”─▄─ŻēKŻ¼į┌ūŅ┤¾│╠Č╚Ąž└¹ė├MRP/MRPó“/ERPŽĄĮy┐“╝▄║═ėŗ╦Ń▀ē▌ŗĄ─╗∙ĄA╔ŽīŹ¼F╝»│╔ĪŻĄ½▀@ą®╝»│╔ų╗─▄╦Ńū„MRP/MRPó“/ERPŽĄĮyĄ─▓┐Ęųā×╗»║═Ė─┴╝Ż¼▓ó▓╗─▄ÅžĄūĮŌøQę“Ųõ└Ēšō╚▒³cȰĦüĒĄ─Ė∙▒Šąįå¢Ņ}ĪŻę“┤╦Ż¼ąĶę¬╠°│÷─│éĆŽĄĮy┐“╝▄Ą─Ž▐ųŲŻ¼▓╗ęį─│éĆŠ▀¾wĄ─ŽĄĮy×ķ╦{▒Š▀Mąą╠Ņ│õ╗“ÅøčaŻ¼Č°ęįMRPó“/ERPĪóJIT║═TOCĖ„ūįŽĄĮy╦∙¾w¼FĄ─╦╝Žļ╗“š▄└Ē×ķ蹊┐ī”Ž¾Ż¼┐╝æ]└^│ą┼c░lš╣Ż¼Ė∙ō■╔·«aėŗäØ┼c┐žųŲĄ─▓╗═¼īė┤╬ąĶŪ¾Ż¼▀xō±▓╗═¼Ą─╔·«a╣▄└Ē▓▀┬įŻ¼▓ó░č║Ž▀mīė┤╬Ą─║Ž▀m▓▀┬į╚┌║ŽŲüĒŻ¼ą╬│╔ę╗ĘNą┬Ą─╔·«a╣▄└ĒĘĮĘ©Ż¼į┘į┌ą┬╝»│╔ĘĮĘ©ųĖī¦Ž┬蹊┐╔·«aėŗäØ╣▄└Ē┼c┐žųŲĪŻ
1 MRPó“/ERPĪóTOC║═JITā×╚▒³c▒╚▌^╝░Č©╬╗Ęų╬÷
1.1 MRPó“/ERPĪóTOC║═JITā×╚▒³c▒╚▌^
MRPó“/ERPĄ─ā×ä▌į┌ė┌ųąķLŲ┌ėŗäØĄ──▄┴”Ż¼ÅŖš{ėŗäØ═ŲäėŻ¼ė├▒M┐╔─▄ų▄├▄Ą─ėŗäØ╝»ųą░▓┼┼Ė„Łh╣ØĄ─╚╦Īó╬’Ą╚┘Yį┤╝░╔·«a╝ė╣żŻ¼ęįæ¬ī”╔·«aĄ─▓╗┤_Č©ąįĪŻ
MRPó“/ERP┤µį┌Ą─å¢Ņ}×ķŻ║ó┘MRPó“/ERPĄ─╠ßŪ░Ų┌╩Ū═Ų╩ĮėŗäØĄ─ĮY╣¹Ż¼ąĶę¬╠ßŪ░įOČ©Ż¼ę“Č°║▄┐╔─▄įņ│╔┼cīŹļHŪķør▓╗Ę¹Ż¼ī¦ų┬į┌ųŲŲĘÄņ┤µį÷╝ėŻ╗ó┌┼·┴┐▓╗Ęų╝ė╣ż┼·┴┐║═▀\▐D┼·┴┐Ż¼Ūę┼cŽĄĮyĄ─▌ö╚ļ┼·┴┐ŽÓĄ╚Ż¼ė░Ēæėåå╬Ą─┴„äėĢrķg║═╠ßŪ░Ų┌Ż╗ó█─▄┴”╝s╩°┐╝æ]▓╗ūŃŻ¼═∙═∙įņ│╔╔·«aėŗäؤoĘ©═Ļ│╔Īó╬’┴ŽąĶŪ¾▓╗ŪąīŹļHŻ╗ó▄MRPó“/ERP×ķ├┐Ą└╣żą“░▓┼┼ėŗäØŻ¼├┐Ą└╣żą“Č╝ć└Ė±░┤šš╝╚Č©Ą─ėŗäØ▀Mąą╔·«aŻ¼Č°╣żą“ķgėų¤oģfš{ÖCųŲŻ¼¤oĘ©äėæB▒ŻūC├┐Ą└╣żą“å¢Ą─ĻP┬ōŻ¼įņ│╔╣żą“ķg«a┴┐▓╗ŲĮ║ŌĪóį┌ųŲŲĘÄņ┤µį÷╝ėęį╝░ąĶŪ¾┼c╔·«a▓╗ę╗ų┬Ą╚å¢Ņ}Ż╗ó▌MRPó“/ERPųŲČ©ėŗäØĢr▓╗┐╝æ]┐žųŲŻ¼ų╗─▄═©▀^╩┬║¾Ę┤ü▀Mąą╔·«a┐žųŲŻ¼ŽÓī”ė┌╔·«aīŹļH┤µį┌ę╗Č©Ą─£■║¾Ż╗ó▐MRPó“/ERP╔·│╔ėŗäØĢrŻ¼ųīėš╣ķ_╬’┴ŽŪÕå╬(Bill of MaterialŻ¼BOM)Ż¼×ķ├┐īė┴ŃĮM╝■╔·│╔1─ĻĄ─╬’┴ŽąĶŪ¾ėŗäØĪó▓╔┘ÅėŗäØĪóū„śI╝ė╣żėŗäØĄ╚Ż¼ė╔ė┌š`▓ŅĄ─└█ĘeŻ¼╔·│╔Ą─ū„śIėŗäØ║▄╚▌ęū┼cīŹļH├ō╣ØĪŻ┴Ē═ŌŻ¼ī”─Ūą®ęč¤oĘ©▒ŻūC═Ļ│╔ėŗäØĄ─«aŲĘŻ¼▀Mąą▀Mę╗▓ĮĘųĮŌ║═ėŗ╦Ńęč║┴¤oęŌ┴xŻ╗ó▀ėŗäØš{š¹ĢrŻ¼å¢Ņ}ūįĄūŽ“╔ŽīėīėĘ┤ü║═╦∙ėąėŗäØūįĒöŽ“Ž┬īėīėųž┼┼Ż¼įņ│╔╔·«aėŗäØĄ─┐╣ö_äė─▄┴”▓ŅŻ╗óÓMRPó“/ERP═©│Żęįų▄╗“╠ņ×ķ▀\ąąå╬╬╗Ż¼¤oĘ©ī”├┐ų▄╗“├┐╠ņų«ā╚░l╔·Ą─ūā╗»ū÷│÷čĖ╦┘Ą─Ēææ¬Ż¼ų┬╩╣Ąūīė╣”─▄▌^╚§ĪŻ
TOCĄ─ā×ä▌į┌ė┌Ż║ó┘š²ęĢŲ┐ŅiĄ─┤µį┌▓ó│õĘų└¹ė├Ų┐ŅiŻ¼ģ^äeī”┤²Ų┐ŅiėŗäØš{Č╚║═ĘŪŲ┐ŅiėŗäØš{Č╚Ż╗ó┌▓╗ąĶę¬ŅAŽ╚įOČ©╠ßŪ░Ų┌Ż¼╠ßŪ░Ų┌╩ŪŠÄųŲėŗäØĄ─ĮY╣¹Ż╗ó█ŠC║Ž┴╦═Ų└Łā╔ĘNĘĮ╩ĮĄ─ā׳cŻ╗ó▄│ąšJ─▄┴”▓╗ŲĮ║ŌĄ─Į^ī”ąįŻ¼▒ŻūC╔·«a╬’┴„Ą─ŲĮ║Ō║═╔·«a╣ØūÓĄ─═¼▓ĮŻ╗ó▌╦³╩Ū╝»ėŗäØ┼c┐žųŲė┌ę╗¾wĄ─ĘĮĘ©Ż¼į┌ųŲėåėŗäØĢręč┐╝æ]¼Fł÷┐žųŲĄ─īŹļHŻ¼▓óī”ŅA┐žųŲĄ─└¦ļyå¢Ņ}(Ų┐Ņi)╠ßŪ░▀Mąą┴╦ėŗäØŻ¼ę╗Č©│╠Č╚╔Ž▒ŻūC┴╦ėŗäØĄ─┐╔ąąŻ╗į┌ėŗäØł╠ąąĢrŻ¼ė╔ĘŪŲ┐Ņi┼õ║ŽŲ┐ŅiŻ¼▀Mąą╬’┴„ŲĮ║ŌŻ¼▒ŻūCėŗäØĄ─ėąą¦Ż╗ę╗Ą®Ų┐Ņi░l╔·Ų»ęŲŻ¼ŽĄĮyĢ■ųžą┬┼ąČ©ą┬Ą─Ų┐ŅiŻ¼į┘ę└ō■ą┬Ą─Ų┐Ņiųžą┬Į©┴óę╗éĆą┬Ą─╬’┴„ŲĮ║ŌŽĄĮyŻ¼Å─Č°▀_ĄĮ┐žųŲĪóųŲ╝sėŗäØĄ──┐Ą─Ż¼īŹ¼FėŗäØ┼c┐žųŲĄ─╝»│╔┼cĮyę╗ĪŻ
TOC┤µį┌Ą─å¢Ņ}×ķŻ║ó┘Ą─Ų┐ŅiŲ»ęŲ×ķ╔·«a╣▄└Ēį÷╝ė┴╦ļyČ╚Ż¼ę╗Ą®▒µūR│÷¼F£■║¾╗“Ų½▓ŅĄ╚å¢Ņ}Ż¼īóśO┤¾Ąžė░Ēæ║¾└mĄ─╣żū„Ż╗ó┌āHÅŖš{Č╠Ų┌ūŅā×╗»Ż¼ī”ķLŲ┌æ┬įøQ▓▀ø]ėąÄ═ų·ĪŻ
JITĄ─ā×ä▌į┌ė┌Ż║ó┘ÅŖš{ąĶŪ¾Ā┐ę²ĪóŽÓ╗ź║Žū„Ż¼ęį╝░Ž¹│²└╦┘M║═£p╔┘│╔▒ŠŻ¼ūóųž¼Fł÷Ė─╔ŲŻ╗ó┌JITĄ─└Ł╩Į╔·«a▒ŻūC┴╦▌^Ą═Ą─į┌ųŲŲĘÄņ┤µ╦«ŲĮ║═▌^Ė▀Ą─┐═æ¶Ę■äš╦«ŲĮĪŻ
JIT┤µį┌Ą─å¢Ņ}×ķŻ║ó┘ųąķLŲ┌ėŗäØąį╚§Ż¼Ė„╣żą“į┌ėŗäØł╠ąą▀^│╠ųą╚▒Ę”š¹¾wėŗäØĄ─ųĖī¦Ż¼├ż─┐Ė·▀M║═▒╗äėĒśæ¬║¾Ą└╣żą“Ą─ę¬Ū¾Ż¼ų┬╩╣š¹éĆŁh╣Ø╝ė╣żŪķørĢr║├Ģrē─Ż¼ŽÓæ¬ĄžŻ¼╔·«a┐žųŲę▓ų╗─▄▒╗äėĖ·ļSŻ╗ó┌JITėŗäØŠÄųŲĄ─į┤Ņ^Īó┐žųŲ³cāHāHĘ┼į┌Į╗žø³c╔ŽŻ¼╬┤░莥Įyšµš²Ą─┐žųŲ³cĘ┼į┌Ų┐Ņi╠ÄŻ¼ī¦ų┬▓┐ķTķg║ÕōīŽĄĮy┘Yį┤Ż¼ėąŽ▐┘Yį┤ø]ėąė├į┌ūŅąĶĖ─╔ŲĄ─Łh╣Ø╔ŽŻ╗ó█JITį┌╔·«a╣▄└Ēųąų┬┴”ė┌Ž¹│²╚╬║╬ą╬╩ĮĄ─└╦┘MŻ¼ūĘŪ¾┴ŃÄņ┤µŻ¼╬┤┐╝æ]Äņ┤µī”ŽĄĮy«aõN┬╩Īó╬’┴„ŲĮ║ŌĄ╚ĘĮ├µĄ─ū„ė├Ż╗ó▄JIT▒M┴┐ŠS│ų╔·«aĄ─ĘĆČ©║═─▄┴”ŲĮ║ŌŻ¼▀@ī”ė┌╚╬║╬Ų¾śIüĒšfČ╝╩Ūę╗éĆ║▄Ė▀Ą─ę¬Ū¾ĪŻ
1.2 MRPó“/ERPĪóTOC║═JITČ©╬╗Ęų╬÷
MRPó“/ERP▀m║Žė┌║Ļė^š{┐ž║═ķLŲ┌ęÄäØŻ¼į┌Ų¾śI╝ē░lō]ų°║▄║├Ą─ū„ė├Ż¼┐╔ų▒Įė░čMRPó“/ERPČ©╬╗į┌ÅS╝ē╗“Ų¾śI╝ēŻ¼žōž¤ų„╔·«aėŗäØĪó╬’┴ŽąĶŪ¾ėŗäØ╝░Ė„▄ćķg┴Ń▓┐╝■Ą─į┬Īóų▄ėŗäØĪŻ
TOC╔├ķLė┌─▄┴”╣▄└Ē║═¼Fł÷┐žųŲŻ¼īŻūóė┌┘Yį┤░▓┼┼Ż¼═©▀^Ų┐ŅiūRäeĪóŲ┐Ņiš{Č╚Ż¼╩╣ŲõėÓŁh╣Ø┼cŲ┐Ņi╔·«a═¼▓ĮŻ¼▒ŻūC╬’┴„ŲĮ║ŌŻ¼īżŪ¾ąĶŪ¾║═─▄┴”Ą─ūŅ╝čĮY║ŽŻ¼╩╣ŽĄĮy«aõN┬╩ūŅ┤¾Ż¼▀@╩ŪTOCĄ─ā×ä▌╦∙į┌Ż¼ę▓╩Ū¼FĮ±Ų¾śI╚▒╔┘Ą─▓┐ĘųĪŻę“┤╦Ż¼░čTOCČ©╬╗į┌▄ćķg╝ēŻ¼žōž¤▄ćķg╗“╣żČ╬╣żą“╚šū„śIėŗäØ┼cš{Č╚Īó╬’┴Ž═ČĘ┼ėŗäØŻ¼│õĘų░lō]TOCį┌▄ćķgīėū„śIėŗäØ┼cš{Č╚Ą─ā×ä▌ĪŻ
JIT╔├ķLė┌ėŗäØł╠ąą║═│╔▒ŠĮĄĄ═Ż¼į┌ĮĄĄ═į┌ųŲŲĘöĄ┴┐Īó£p╔┘└╦┘M║═¼Fł÷Ė─╔ŲĄ╚ĘĮ├µŠ▀ėą├„’@Ą─ā×ä▌ĪŻĄ½╩ŪŻ¼JITę╗╬ČĄžÅŖš{═©▀^ĮĄĄ═│╔▒Šęį½@╚Ī└¹ØÖ╩ŪėąŽ▐Č╚Ą─Ż¼┴Ē═ŌŻ¼JIT╦∙ę¬Ū¾Ą─╔·«aŁhŠ│(╚ń─▄┴”ŲĮ║ŌĪóąĶŪ¾╣®æ¬ĘĆČ©Ą╚)ī”╬ęć°¼FļAČ╬Ų¾śIüĒųv╩Ūę╗éĆ║▄Ė▀Ą─ķTÖæĪŻ
ę“┤╦Ż¼░čJITČ©╬╗į┌╔·«a¼Fł÷Ż¼žōž¤ū„śIėŗäØĄ─ł╠ąąĪó╔·«aĄ─┐žųŲ║═¼Fł÷Ą─Ę┤üĄ╚╣żū„Ż¼│õĘų░lō]Ųõį┌ĮĄĄ═į┌ųŲŲĘÄņ┤µŻ¼£p╔┘└╦┘MŻ¼ĮĄĄ═│╔▒ŠŻ¼¼Fł÷Ė─╔ŲĄ╚ł╠ąąĘĮ├µĄ─ā×ä▌ĪŻ
2 ╔·«aėŗäØ╣▄└Ē┼c┐žųŲ╝»│╔─Żą═
Ķbė┌ęį╔Ž▒╚▌^║═Č©╬╗Ż¼Ė∙ō■╔·«aėŗäØ┼c┐žųŲ▓╗═¼īė┤╬Ą─ę¬Ū¾Ż¼▒Š╬─╠ß╚Ī│÷MRPó“/ERPĪóTOC║═JIT╚²š▀╦╝ŽļųąĄ─║Ž▀m▓▀┬įŻ¼▓ó╝ėęįŽÓ╗ź╚┌║ŽŻ¼śŗ│╔ę╗ĘNą┬Ą─╔·«a╣▄└ĒĘĮĘ©Ī¬Ī¬MTJ(MTJ╩ŪęįMRPó“/ERPĪóTOC║═JITĖ„ūįŪ░3éĆūų─ĖĄ─┐sīæĮM║ŽČ°│╔Ż¼┤·▒Ēī”╚²š▀╦╝ŽļĄ─╚┌║ŽĪó└^│ą┼c░lš╣)ĪŻłD1×ķį┌MTJĘĮĘ©ųĖī¦Ž┬śŗĮ©Ą─╔·«aėŗäØ╣▄└Ē┼c┐žųŲĄ─╝»│╔─Żą═ĪŻį┌┤╦─Żą═ųąŻ¼═©▀^ėåå╬╣▄└ĒĮė╩š┐═æ¶Ą─ėåå╬Ż¼ĮY║Ž╩ął÷Ą─ŅA£y«a╔·ėåå╬ąĶŪ¾Ż¼Ą├ĄĮų„╔·«aėŗäØ(Master Production ScheduleŻ¼MPS)ĪŻ┤╦╠ÄĄ─MPS┐╔─▄┼cīŹļH«a─▄Ž▐ųŲŽÓ▓Ņ╔§▀hŻ¼ę“┤╦Ż¼═©▀^¤oŽ▐─▄┴”Ę©Ą╣┼┼ėŗäØŻ¼╩ūŽ╚ūRäeŽĄĮyĄ─Ų┐ŅiŻ¼į┘Ė∙ō■Ų┐Ņi«a─▄Ą─Ž▐ųŲ╝░Ų┐Ņi«aõN┬╩ūŅ┤¾╗»┤_Č©ėåå╬Ą─ā׎╚╝ēŻ¼ō■┤╦ą▐š²ėåå╬Ą─žō║╔Ż¼Ą├ĄĮĘ¹║ŽīŹļH╔·«a─▄┴”Ą─╔·«aėŗäØŻ¼ĘQ×ķMPSó“ĪŻ’@ęŖŻ¼MPSó“į┌─▄┴”ŲĮ║ŌĄ─▀ē▌ŗ║═─▄┴”ŲĮ║ŌĄ─ī”Ž¾╔ŽŻ¼┼cMRPó“/ERPųąé„ĮyĄ─MPSėą╦∙▓╗═¼Ż¼╦∙ęį╝ėó“ęį╩Šģ^ĘųĪŻ

łD1 ╔·«aėŗäØ╣▄└Ē┼c┐žųŲ╝»│╔─Żą═
┤_Č©║├┴╦MPSó“Ż¼Ė∙ō■╔·«aŠWĮjĄ├ĄĮMRPĪŻį┘Ė∙ō■MRP┤_Č©▄ćķg┴Ń▓┐╝■ėŗäØĪó═ŌģfėŗäØ║═╬’┴Ž▓╔┘ÅėŗäØĪŻ▄ćķg╣żą“ėŗäØ╩Ū▄ćķg┴Ń▓┐╝■ėŗäØĄ─╝ÜĘųŻ¼│²┴╦ī”┴Ń▓┐╝■ėŗäØ▀MąąBOMĘųĮŌ═ŌŻ¼▀Ćę¬┐╝æ]▄ćķg╔·«a─▄┴”Ą─Ž▐ųŲĪŻ╚ń╣¹▄ćķg─▄┴”¼FĀŅ¤oĘ©ŠÄųŲ║Ž└ĒĄ─╣żą“ėŗäØŻ¼ätĘ┤üĮo▄ćķg┴Ń▓┐╝■ėŗäØ▀Mąąš{š¹Ż¼ų▒ų┴Ą├ĄĮ║Ž└ĒĄ─╣żą“ėŗäØĪŻ
╗∙ė┌TOCĄ─▄ćķgėŗäØŠÄųŲ┼c╔·«aū„śIš{Č╚ęį▄ćķg╣żą“ėŗäØ×ķį┤Ņ^Ż¼Ž╚░▓┼┼Ų┐Ņi┘Yį┤Ą─ĻPµI╝■╔·«a▀MČ╚ėŗäØŻ¼į┘ŠÄųŲŲ┐Ņi┘Yį┤╔ŽĘŪĻPµI╝■Ą─╔·«a▀MČ╚ėŗäØŻ¼ūŅ║¾Ė∙ō■Ų┐ŅiĄ─╔·«a╣ØūÓŠÄųŲĘŪŲ┐Ņi┘Yį┤Ą─╔·«a▀MČ╚ėŗäØŻ¼┐žųŲĘŪŲ┐Ņi╔·«a┼cŲ┐Ņi┘Yį┤═¼▓ĮĪŻ
╔·«aėŗäØł╠ąą║═¼Fł÷┐žųŲęįJITš▄└Ē×ķų„Ż¼╚┌║ŽTOC└ĒšōųąĄ─Ų┐ŅiĪó└KūėĪóŠÅø_╝░ŠÅø_ģ^╣▄└ĒüĒīŹ¼FĪŻ▓╔ė├└KūėųĄ└╣żą“Ąžé„▀fŲ┐ŅiĄ─ąĶŪ¾Ż¼Ė„╣żą“Ą├ĄĮŲ┐ŅiĄ─ųĖ┴Ņ║¾Ż¼į┘░┤╣─Ą─╣ØūÓĮM┐Ś╔·«aŻ¼ča│õŲ┐Ņi╦∙ąĶĄ─╬’┴ŽŻ¼į┌║Ž▀mĄ─Ģrķgé„╦═ĄĮ║Ž▀mĄ─Ąž³cŻ¼īŹ¼F£╩Ģr╔·«aĪŻ
3 ╔·«aėŗäØ╣▄└Ē┼c┐žųŲ▀\ū„▀ē▌ŗ
3.1 ╔·«aŠWĮjĄ─śŗĮ©
╔·«aŠWĮj╩Ū▒Š╝»│╔─Żą═Ą─ųžę¬ĮM│╔▓┐ĘųŻ¼╩Ū╔·«aėŗäØ╣▄└Ē┼c┐žųŲ▀\ū„Ą─╗∙ĄAŻ¼į┌MPSĪó▄ćķg╔·«aš{Č╚║═▄ćķgŲ┐Ņi╣▄└ĒĄ╚─ŻēKČ╝ę¬ė├ĄĮ╔·«aŠWĮjŻ¼╔·«aŠWĮjė╔«aŲĘŠWĮjĪó┘Yį┤├Ķ╩÷Īó┘Yį┤└¹ė├ęį╝░╣ż╦ć┬ĘŠĆĄ╚ĮM│╔(╚ńłD2)Ż¼ŲõųąŻ║
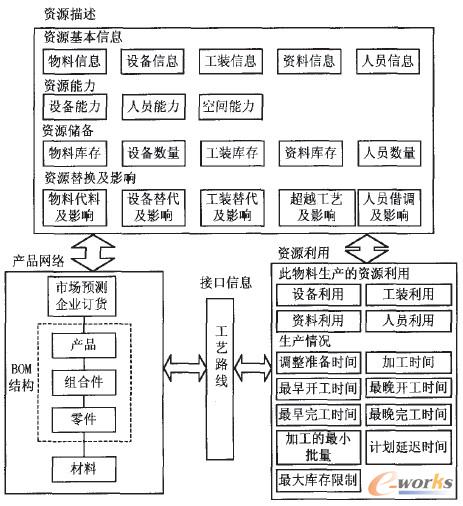
łD2 ╔·«aŠWĮjĄ─śŗĮ©
(1)«aŲĘŠWĮj╩Ūī”BOMĄ─╔ŽŽ┬═žš╣Ż¼Č©┴x┴╦╩ął÷ąĶŪ¾(Ų¾śIĄ─ėåžø╗“ŅA£y)ĪóBOMĮYśŗ(«aŲĘĪóĮM║Ž╝■Īó┴Ń╝■ĪóŽÓĻPīė┤╬║═ĮYśŗöĄ┴┐)ĪóįŁ▓─┴Ž╚²š▀ų«ķgĄ─▀BĮė║═ŽÓ╗źĻPŽĄĪŻ
(2)┘Yį┤├Ķ╩÷╩Ūī”Ų¾śIĖ„ĘN┘Yį┤Ą─Š▀¾w├Ķ╩÷Ż¼░³└©╦∙ėą┘Yį┤Äņ(╬’┴ŽĪóįOéõĪó╣żčbĪó╣ż╚╦Īó┘Y┴Ž║═┐šķgĄ╚╗∙▒Šą┼Žó)ęį╝░╠µ┤·┘Yį┤╝░ė░ĒæĪó┘Yį┤Ą──▄┴”║═┘Yį┤Ą─ā”éõĄ╚ĪŻ
(3)┘Yį┤└¹ė├╩ŪŠ▀¾wĄžī”æ¬ĄĮ├┐éĆ╬’┴Ž(«aŲĘĪóĮM║Ž╝■Īó┴Ń╝■║═▓─┴Ž)╔ŽŻ¼ęįĪ░╣ż╦ćęÄ│╠Ī▒×ķś“┴║░č«aŲĘĮYśŗ║═┘Yį┤└¹ė├äėæB┬ōŽĄŲüĒŻ¼Č©┴x├┐Ą└╣żą“╦∙╩╣ė├Ą─┘Yį┤Ż¼╚ńįOéõĪó▌oų·įOéõĪó╣żčbĪó╣żĘN║═╣ż╦ćłD╝łĄ╚ĪŻ
╔·«aŠWĮjļSų°╔·«aĄ─▀MąąČ°äėæBūā╗»Ż¼īŹĢrĘ┤ė│╔·«aĄ─┐═ė^ĀŅørŻ¼ėą└¹ė┌Ų┐ŅiĄ─äėæB╣▄└Ē╝░į┌Ų┐ŅiĄ─äėæBŲĮ║Ōųą▀Mąą╔·«aš{Č╚ĪŻ
3.2 ╗∙ė┌Ų┐ŅiĄ─MPSó“/MRPĄ─ųŲČ©▀ē▌ŗ
▒Š─Żą═ųąŻ¼ęįŽĄĮyīŹļH┤µį┌Ą─Ų┐Ņi×ķ╗∙£╩Ż¼ęįŲ┐Ņi«a─▄╝░Ų┐Ņi«aõN┬╩ūŅ┤¾╗»×ķ─┐ś╦Ż¼ų▒Įė└¹ė├Ų┐ŅiĄ──▄┴”Ž▐ųŲŻ¼ę└ō■Ų┐Ņiå╬╬╗ĢrķgĄ─«aõN┬╩š{š¹ėåå╬žō║╔Ż¼Ą├ĄĮMPSó“ĪŻ═©▀^Ų┐Ņiš{š¹Ą├ĄĮĄ─MPSó“ęčĮø▒ŻūC┴╦š¹éĆ╔·«aŽĄĮyžō║╔Ą─║Ž└Ēęį╝░┼c╔·«aīŹļH─▄┴”Ą─╬Ū║ŽŻ¼į┘ĮY║ŽĘ┤ė│╔·«aīŹļHĄ─╠ßŪ░Ų┌Īó╔·«aŠWĮjŻ¼Š═┐╔ęįĄ├ĄĮ┐╔ąąĪó£╩┤_Ą─MRPĪŻ╗∙ė┌Ų┐ŅiĄ─MPSó“/MRPųŲČ©▀ē▌ŗĮŌøQ┴╦MRPó“/ERP─▄┴”╝s╩°┐╝æ]▓╗ūŃĄ─å¢Ņ}Ż║
(1)žō║╔/─▄┴”ŲĮ║ŌęįŲ┐Ņi«a─▄Ž▐ųŲ×ķę└ō■▀Mąąžō║╔Ą─ą▐š²Ż¼Ė³Š▀║åå╬╗»║═īŹė├╗»MRPó“/ERPÅ─MRP░lš╣Č°üĒŻ¼Č°MRP▓ó╬┤┐╝æ]─▄┴”╝s╩°å¢Ņ}Ż¼ļm╚╗MRPó“/ERP╝ė╚ļ┴╦┤ų─▄┴”ŲĮ║Ō(Rough-cut Capacity PlanningŻ¼RCCP)║═╝Ü─▄┴”ŲĮ║Ō(Capacity Requirements PlanningŻ¼CRP)Ż¼Ą½▓ó▓╗─▄ÅøčaŲõį┌─▄┴”ŲĮ║Ō╔ŽĄ─╚▒³cĪŻMRPó“/ERP═©▀^▀@ā╔éĆŲĮ║ŌŁh╣Ø▀MąąČÓ┤╬裣hš{š¹Ż¼╩Ūę╗éĆļpŽ“┬ōäėĄ─▀^│╠Ż¼Č°▒Š─Żą═ųąžō║╔/─▄┴”ŲĮ║Ō╩Ūę╗éĆå╬Ž“š{š¹Ą─▀^│╠Ż¼╦³ę└ō■Ų┐Ņi«a─▄Ž▐ųŲų▒Įėī”MPSĄ─žō║╔▀Mąąą▐š²Ż¼Ė³╝ė║åå╬║═īŹė├ĪŻ
(2)žō║╔/─▄┴”ŲĮ║Ōų╗ūźŲ┐ŅiįOéõŻ¼Ė³Š▀▓┘ū„ąį║═īė┤╬ąį
MRPó“/ERPųąRCCP╩Ū╗∙ė┌ĻPµIįOéõ▀Mąą─▄┴”ŲĮ║ŌĄ─ĪŻĻPµIįOéõ╩Ū╠ßŪ░įOų├║├Ą─Ż¼Č°Ų┐ŅiįOéõ╩ŪļSų°╔·«aīŹļHĄ─▀MąąäėæBūā╗»Ą─ĪŻę“┤╦ĻPµIįOéõ╬┤▒žŠ═╩ŪŲ┐ŅiįOéõŻ¼Č°ĘŪŲ┐ŅiĄ─ĻPµIįOéõĄ─«a─▄ūŅ┤¾╗»▓ó▓╗Ģ■ī”ŽĄĮyĄ─«aõN┬╩«a╔·╚╬║╬ū„ė├Ż¼Ę┤Č°Ģ■į÷╝ėŽĄĮyÄņ┤µ║═▀\ąą┘MĪŻ▀@śėŻ¼Įø▀^RCCP┐┤╦ŲŲĮ║ŌĄ──▄┴”śOėą┐╔─▄š`ī¦║¾└mMRPĄ╚╣żū„ĪŻMRPó“/ERPųąCRP╩Ū╗∙ė┌╚½▓┐įOéõ▀Mąą─▄┴”ŲĮ║ŌĄ─Ż¼ī”╦∙ėą┘Yį┤Š∙═¼Ą╚ī”┤²Ż¼▓ó╬┤═╣¼F│÷Ų┐ŅiįOéõī”š¹éĆ«a─▄Īó╬’┴„ŲĮ║Ō║═«aõN┬╩Ą╚Ą─ųžę¬ė░ĒæĪŻ▒Š─Żą═ŲĮ║ŌĄ─ī”Ž¾×ķŲ┐ŅiįOéõŻ¼Ų┐ŅiįOéõ╩ŪŽÓī”ė┌Ųõ╦¹įOéõČ°čį─▄┴”▓╗─▄ØMūŃžō║╔Ą─įOéõĪŻ╚ń╣¹─▄┴”ŲĮ║Ō─▄▒ŻūCŲ┐Ņi─▄┴”Ą─ØMūŃŻ¼▒ž╚╗Š═─▄▒ŻūCĘŪŲ┐Ņi─▄┴”Ą─ØMūŃĪŻ╦∙ęįŻ¼▒Š─Żą═ĮĄĄ═┴╦─▄┴”ŲĮ║ŌĄ─╣żū„┴┐Ż¼ŪęĖ³Š▀▓┘ū„ąįĪŻį┌Ą├ĄĮėąą¦Ą─MPSó“║¾Ż¼┐╔ęį│õĘų└¹ė├MRPó“/ERPĄ─š¹¾węÄäØā×ä▌Ż¼Ą├ĄĮĖ„▄ćķg┴Ń▓┐╝■Ą─į┬Īóų▄ėŗäØ║═Ė„▄ćķgĄ─┴Ń▓┐╝■į┬Īóų▄ėŗäØĪŻ
(3)╬’┴ŽąĶŪ¾ėŗäØ
į┌MRPó“/ERPŽĄĮyųąŻ¼═∙═∙ė╔ė┌į┤Ņ^öĄō■(ų„╔·«aėŗäØĪó┴Ń▓┐╝■Ą─╔·«a╠ßŪ░Ų┌)¤oĘ©£╩┤_Ą├ĄĮŻ¼ī¦ų┬MRPļyęį░lō]ū„ė├Ż¼▓╗─▄ū÷ĄĮšµš²Ą─░┤ąĶ╣®ĮoĪŻ▒Š─Żą═Ž¹│²┴╦▀@ā╔ĘĮ├µī”MRPĄ─ė░ĒæŻ¼┐╔ęį│õĘų└¹ė├Ųõ╬’┴ŽąĶŪ¾ęÄäØĄ─ā×ä▌Ż¼Ą├ĄĮėąą¦Ą─╬’┴ŽąĶŪ¾ĪŻ
3.3 ╗∙ė┌TOCĄ─ū„śIėŗäØ┼cš{Č╚
TOCĄ─╔·«aėŗäØ┼c┐žųŲ╩Ū═©▀^╣─-ŠÅø_-└K(Drum-Buffer RopeŻ¼DBR)üĒīŹ¼FĄ─Ż¼╚ńłD3╦∙╩ŠĪŻ

łD3 ╣─ĪóŠÅø_Ų„║═└Kūė─Żą═
DBRĖ∙ō■Ų┐Ņi╗“«a─▄╩▄Ž▐┘Yį┤(Capacity Constraint ResourcesŻ¼CCR)Ą─┐╔ė├─▄┴”üĒ┤_Č©Ų¾śIĄ─ūŅ┤¾╬’┴„┴┐Ż¼╣─Ę┤ė│ŽĄĮyī”Ų┐ŅiĄ─└¹ė├│╠Č╚Ż¼┤_Č©ŽĄĮyĄ─╔·«a╣ØūÓŻ╗ŠÅø_Ų„╩Ūį┌Ų┐ŅiŪ░Īóčb┼õŪ░╚╦×ķĄž┐žųŲ▀m┴┐Ą─į┌ųŲŲĘÄņ┤µŻ¼ęį╬³╩š─Ūą®¤oĘ©ŅAŲ┌Ą─Ė─ūāŻ¼▒Żūo╣─Ą─╣ØūÓŻ¼┐žųŲ╬’┴„ŲĮ║ŌŻ╗└Kūėé„▀fŲ┐ŅiĄ─ąĶŪ¾Ż¼▓ó░┤╣─Ą─╣ØūÓ┐žųŲĖ„╣żą“╬’┴ŽĄ─═Č┴ŽĢrÖC║═öĄ┴┐ĪóĖ„╣żą“Ą─╝ė╣ż╣ØūÓęį╝░į┌ųŲŲĘĄ─Äņ┤µ╦«ŲĮĪŻ
į┌▒Š─Żą═ųąŻ¼╩ūŽ╚Ż¼▄ćķgīė╗∙ė┌╔·«aŠWĮjŻ¼░č▄ćķg┴Ń▓┐╝■ėŗäØ░┤šš¤oŽ▐┼┼«aĄ╣┼┼Ę©š╣ķ_×ķ╣żą“ėŗäØŻ¼┼ąöÓŲĮŠ∙žō║╔┬╩Ż¼ūŅĖ▀Ą─╝┤×ķŲ┐ŅiįOéõĪŻ╚ń╣¹╩Ū╩ū┤╬▀Mąą╔·«aš{Č╚░▓┼┼Ż¼ät└^│ą─▄┴”/žō║╔ŲĮ║ŌļAČ╬ūRäeĄ─Ų┐ŅiŻ¼▓óī”┤╦Ų┐Ņi╝ėęį┤_šJĪŻĘ±ätŻ¼┼ąČ©Ų┐Ņi╩Ūʱ░l╔·Ų»ęŲĪŻ
Ųõ┤╬Ż¼ę└ō■Ų┐ŅiĄ─╬╗ų├░č«aŲĘŠWĮjĘų┴č×ķŲ┐Ņi┘Yį┤ŠWĮj║═ĘŪŲ┐Ņi┘Yį┤ŠWĮjĪŻŲ┐Ņi┘Yį┤ŠWĮjė╔Ų┐Ņiū„śI╝░ŲõŽ┬ė╬ū„śI(░³└©╩ął÷ąĶŪ¾║═┐═æ¶ėåå╬)śŗ│╔Ż¼ŲõėÓ×ķĘŪŲ┐Ņi┘Yį┤ŠWĮjĪŻ
į┘┤╬Ż¼ė├ėąŽ▐─▄┴”┼┼«aĘ©░▓┼┼Ų┐Ņi╔Ž╝ė╣ż╣żą“Ą─╔·«aū„śI▀MČ╚ėŗäØŻ¼į┘ęįŲ┐Ņi╣żą“×ķ╗∙£╩Ż¼░čŲ┐Ņi╣żą“ų«Ū░Īóų«ķg║═ų«║¾Ą─╣żą“Ęųäe░┤└ŁäėĪó╣ż╦ćĒśą“Īó═ŲäėĄ─ĘĮ╩Į┼┼Č©Ż¼▓ó▀Mąąę╗Č©ā×╗»ĪŻ═¼ĢrŻ¼äėæBųŲČ©├┐éĆū„śIĄ─▀\▌ö┼·┴┐Īó╝ė╣ż┼·┴┐Ż¼▒ŻūC╬’┴„ŲĮ║ŌĪóį┌ųŲŲĘÄņ┤µ║Ž└Ē║═Ų┐Ņi└¹ė├┬╩ūŅ┤¾ĪŻ
ūŅ║¾Ż¼įOų├ŠÅø_║═└KūėŻ¼▓óĖ∙ō■└KūėĄ─įOų├║═Ų┐ŅiŽ¹║─╬’┴ŽĄ─╦┘┬╩Ż¼ĮY║Žę╗Č©Ą─╬’┴Žš{Č╚ęÄätŻ¼Ą├ĄĮ╬’┴ŽĄ─═ČĘ┼ėŗäØĪŻ
TOCį┌ū„śIš{Č╚Ģr░č╔·«aŠWĮjĘų×ķŲ┐Ņiš{Č╚║═ĘŪŲ┐Ņiš{Č╚Ż¼╩ūŽ╚ī”Ų┐Ņi▀Mąąš{Č╚Ż¼╚╗║¾į┘ī”ĘŪŲ┐Ņi▀Mąąš{Č╚Ż¼¾w¼F┴╦š{Č╚Ė³ėąīė┤╬ąįĪŻĘŪŲ┐Ņi┘Yį┤╩Ū─▄┴”▀^╩ŻĄ─┘Yį┤Ż¼Ą½Ųõ▓ó▓╗─▄Ņ~═Ō╔·«aŻ¼ų╗─▄░┤ššŲ┐ŅiĄ─╣Ø┼─▀Mąą╩▄┐ž╔·«aĪŻŲ┐Ņių«Ū░Ą─ĘŪŲ┐Ņių╗─▄░┤ššŲ┐ŅiĄ─ąĶę¬£╩Ģr▀m┴┐╔·«aŻ¼Ų┐Ņių«║¾Ą─ĘŪŲ┐Ņių╗─▄Įė╩šŲ┐Ņi╔·«aĄ─ėąŽ▐╬’┴Ž▀Mąą╔·«aĪŻ▀@śėŻ¼ĘŪŲ┐Ņi┘Yį┤╔ŽąĶę¬╝ė╣żĄ─ū„śIŽÓī”ė┌Ųõ─▄┴”▓ó▓╗’¢ØMŻ¼ėåå╬ĖéĀÄ┘Yį┤▓ó▓╗ć└ųžŻ¼ę“┤╦Ż¼ĘŪŲ┐Ņi╠ļFł÷š{Č╚/┼╔╣żŠ═▓╗Ģ■║▄Å═ļsĪŻę╗░ŃŪķørŽ┬Ż¼╩╣ė├ūŅ║åå╬Ą─Ž╚ĄĮŽ╚Ę■äš(FCFS)ā׎╚┼╔╣żęÄät╝┤┐╔═Ļ│╔ĘŪŲ┐ŅiĄ─ū„śIš{Č╚ĪŻ▀@śėŻ¼š¹éĆ╔·«aš{Č╚Ą─ųž³cŠ═┬õį┌Ų┐Ņiš{Č╚╔ŽŻ¼Č°Ų┐Ņi╠Ä▓┘ū„ėąŽ▐Ż¼┤¾┤¾ĮĄĄ═┴╦š{Č╚å¢Ņ}ė“Ą─ŠSöĄŻ¼£p▌p┴╦š{Č╚Ą─╣żū„┴┐Ż¼×ķ▓╔ė├▒╚▌^Å═ļsĄ─ūŅā×╗»š{Č╚╦ŃĘ©╠ß╣®┴╦┐╔─▄ąįĪŻ
3.4 ╗∙ė┌Ų┐ŅiĄ─JITėŗäØł╠ąą┼c┐žųŲ
į┌¼Fł÷īėŻ¼JIT╚┌║ŽTOC└Ēšō║¾Ż¼╩╣▒Š─Żą═Š▀éõ┴╦ęįŽ┬ą┬Ą─╠žš„Ż║
(1)┐┤░ÕōQ│╔┴╦└Kūė
└Kūėī”Ų┐ŅiŁh╣Øų«Ū░Ą─╣żą“░┤└ŁäėĘĮ╩ĮĄ╣é„╔·«aųĖ┴ŅŻ¼ī”Ų┐Ņi║¾Ą─╣żą“░┤═ŲäėĘĮ╩ĮĒśé„╔·«aųĖ┴ŅŻ¼═©▀^═Ų└ŁĮY║Ž▀Mąą░┤ąĶ£╩Ģr▀m┴┐╔·«aŻ¼▒ŻūC╔·«aĄ─Š∙║Ō╗»Īó═¼▓Į╗»(╚ńłD4)ĪŻŽÓ▒╚┐┤░Õ╣▄└Ē(Kanban)Ż¼▓╔ė├└Kūė╣▄└ĒĄ─JIT╔·«aŠ▀ėąęįŽ┬╠ž³cŻ║ó┘ŠC║Ž┴╦═Ų└ŁĄ─ā×ä▌Ż¼Ė³Š▀Åł┴”║═╚ßąįŻ╗ó┌═©ė├ąįĖ³ÅŖŻ¼▀mė├ė┌Ė³ÅVĘ║Ą─æ¬ė├ŁhŠ│Ż╗ó█╩╣╣żą“ķgŠ▀ėąģfš{Īó┐žųŲÖCųŲŻ¼į┌ųŲŲĘĖ³╔┘ĪŻ

łD4 ╗∙ė┌└KūėĄ─JIT╔·«a
(2)┴ŃÄņ┤µōQ│╔┴╦ŠÅø_ģ^
į┌╬ęć°¼Fėąć°ŪķŽ┬Ż¼┴ŃÄņ┤µ║▄ļy▀_ĄĮŻ¼ŠÅø_į┌ę╗Č©│╠Č╚╔ŽĒśæ¬┴╦JITį┌╬ęć°▒Š═┴╗»Ą─ę¬Ū¾ĪŻŠÅø_┼cé„ĮyĄ─░▓╚½Äņ┤µėą║▄┤¾Ą─ģ^äeŻ¼░▓╚½Äņ┤µų╗×ķ├┐┼_įOéõĄ─▓╗ķeų├Č°╠žęŌįOų├Ż¼▓ó╬┤┐╝æ]ėåå╬─▄ʱ£╩Ģr═Ļ│╔▀@éĆūŅĮK─┐Ą─ĪŻČ°ŠÅø_ßśī”Ų┐ŅiŁh╣ØŻ¼į┌Ųõ╠ßŪ░Ų┌╔Žį÷╝ė┴╦ę╗Č©įŻČ╚Ż¼×ķ▒ŻūCėåå╬£╩Ģr═Ļ│╔Č°įOų├ĪŻŪęŠÅø_╩▄╚╦×ķ┐žųŲŻ¼į╩įSę╗Č©Äņ┤µĪóę╗Č©Ą╚┤²┤µį┌ĪŻ
╚ńłD5╦∙╩ŠŻ¼«a│÷µ£╔Žėą4ĘNū„śIŻ║Ų┐Ņiū„śIMĪóMų«Ū░Ą─╝ė╣żū„śIĪóMų«║¾Ą─╝ė╣żū„śIĪó┼cMčb┼õĄ─┴Ń▓┐╝■ų«Ū░Ą─╝ė╣żū„śIĪŻŽÓæ¬ĄžŻ¼┤µį┌Ų┐ŅiĪóčb┼õ║═░lžø3ĘNą╬╩ĮĄ─ŠÅø_Ż¼ęį▒ŻūC═Č┴Ž║¾╔·«a░┤╣─Ą─╣ØūÓ╝░ĢrĄĮ▀_Ų┐ŅiĪó╝░Ģr═©▀^Ų┐Ņi▀Mąąčb┼õĪó╝░ĢrĮ╗žøĪŻ├┐éĆŠÅø_ģ^ėų┐╔Ęų×ķ┌s╣żģ^(expediting zone)ĪóŠ»╩Šģ^(mentioned zone)║═║÷┬įģ^(ignored zone)3éĆģ^Č╬ĪŻŠÅø_ģ^ųą╔ą╬┤ĄĮ▀_Ą─┴Ń▓┐╝■×ķ┐šČ┤(hole)Ż¼┐šČ┤┐╔ęįĘ┤ė│¼Fł÷╝ė╣żĄ─ĒśĢ││╠Č╚Īóėåå╬╩Ūʱ╝░ĢrĮ╗žøęį╝░ĢrķgŠÅø_┤¾ąĪįOų├╩Ūʱ▀m«öĄ╚å¢Ņ}ĪŻĖ∙ō■┐šČ┤Ą─╬╗ų├║═ČÓ╔┘Ż¼┐╔ęį┤_┴óžĮąĶĖ─▀MĄ─Łh╣ØŻ¼▀MČ°ų„äė▓╔╚Ī▀m«öĄ─┤ļ╩®Ż¼ęįūŅ╔┘═Č╚ļ(āHī”ŠÅø_ģ^ė“)╝┤┐╔½@Ą├ūŅ┤¾Ą─¼Fł÷╣▄└Ēą¦╣¹ĪŻ

łD5 Ų┐Ņiū„śIĄ─ŠÅø_─Żą═
4 ĮY╩°šZ
▒Š╬─ßśī”MRPó“/ERPĪóJITĪóTOC╚²š▀į┌╔·«aėŗäØ┼c┐žųŲĘĮ├µĄ─ā×╚▒³cŻ¼▓óīó╚²š▀╚┌║ŽŻ¼ŽÓ╗ź╚ĪķLčaČ╠Ż¼ą╬│╔┴╦ę╗ĘNą┬Ą─╣▄└ĒĘĮĘ©MTJŻ¼▓óį┌MTJĘĮĘ©Ą─ųĖī¦Ž┬śŗĮ©┴╦╔·«aėŗäØ╣▄└Ē┼c┐žųŲ─Żą═ĪŻį┌▒Š─Żą═ųąŻ¼░čMRPó“/ERPČ©╬╗į┌ÅS╝ē╗“Ų¾śI╝ēŻ¼žōž¤ų„╔·«aėŗäØĪó╬’┴ŽąĶŪ¾╝░Ė„▄ćķgĄ─į┬Īóų▄┴Ń▓┐╝■ėŗäØŻ╗TOCČ©╬╗į┌▄ćķg╝ēŻ¼žōž¤▄ćķgĪó╣żČ╬╣żą“╚šū„śIėŗäØ┼cš{Č╚Īó╬’┴Ž═ČĘ┼ėŗäØŻ╗JITČ©╬╗į┌╔·«a¼Fł÷Ż¼žōž¤ū„śIėŗäØĄ─ł╠ąąĪó╔·«aĄ─┐žųŲ║═¼Fł÷Ą─Ę┤üĪŻ═©▀^į┌▓╗═¼īė┤╬Īó▓╗═¼ļAČ╬Ż¼▓╔ė├▓╗═¼╔·«a╣▄└Ē▓▀┬įŻ¼¾w¼F┴╦MTJĘĮĘ©Ą─Ž╚▀MąįĪóīė┤╬ąį║═īŹė├ąįĪŻMTJĘĮĘ©ų¦ō╬Ą─╔·«aėŗäØ╣▄└Ē┼c┐žųŲ─Żą═Ż¼│õĘų└¹ė├┴╦MRPó“/ERPĪóJITĪóTOC╚²š▀╦╝ŽļĄ─Š½╦Ķ║═ā×ä▌Ż¼═¼ĢrŻ¼║▄║├ĄžęÄ▒▄┴╦Ė„ūį╩╣ė├Ą─ŠųŽ▐║═▓╗ūŃĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╝»│╔╗»╔·«aėŗäØ╣▄└Ē┼c┐žųŲ─Żą═
▒Š╬─ŠWųĘŻ║http://m.guhuozai8.cn/html/support/1112182062.html