![m.guhuozai8.cn═ž▓ĮERP|ERPŽĄĮy|ERP▄ø╝■|ERP╣▄└ĒŽĄĮy▄ø╝■|├Ō┘MERPŽĄĮy|├Ō┘MERP▄ø╝■|├Ō┘M▀MõN┤µ▄ø╝■|├Ō┘Mé}Äņ╣▄└Ē▄ø╝■|├Ō┘MŽ┬▌dīŻśI┘YėŹŠW-ėĪ╦óčb┼õ░ÕąąśIERPŽĄĮy┐╝æ]BOMĄ─FMS╔·«aŠĆ─▄┴”ęÄäØå¢Ņ}](http://m.guhuozai8.cn/images/c_consultation6.jpg)


1 ę²čį
Š┼╩«─Ļ┤·ęįüĒŻ¼╩ął÷ĖéĀÄĄ─▓╗öÓ╝ėäĪĪó«aŲĘĄ─ČÓśė╗»║═Ė³Ė▀ŅÖ┐═╗»ąĶŪ¾ĮoŲ¾śIĦüĒ┴╦║▄┤¾Ą─ē║┴”Ż¼Ų¾śIįĮüĒįĮęŌūRĄĮį┌╔·«a▀^│╠ųąę²▀M▓┘ū„╚ßąįĄ─ųžę¬ąįĪŻę╗┼_SMC▓Õų├ÖCŲ„┐╔ęį═©▀^į÷╝ė▓ÕŅ^╗“š▀į┌▓ÕŅ^╔Žį÷╝ė┐╔ęį▓ÕĮė▓╗═¼į¬╝■Ą─╚Ī╝■Ų„Č°╠ßĖ▀ūį╔ĒĄ─▓┘ū„╚ßąįĪŻČ°ę╗Ślčb┼õŠĆ═©│Ż═©▀^░▓čb▓╗═¼Ą─▓Õų├ÖCŲ„╩╣Ųõ─▄ē“╔·«a▓╗═¼ĘNŅÉĄ─«aŲĘŅÉĪŻ
Å─1990─Ļ┤·ęįüĒŻ¼ĻPė┌FMS╔·«a─▄┴”š{š¹å¢Ņ}ęčĮøėą┴╦ŽÓ«öĄ─蹊┐ĪŻ╬─½I[2]╠ß│÷┴╦ę╗éĆį┌ČÓ«aŲĘ▒│Š░Ž┬Ż¼ČÓĘN╝╝ąg┐╔╣®▀xō±ĢrĄ─╔·«a─▄┴”öU│õ─Żą═Ż¼š²╚ń╦¹į┌╬─ųą╦∙╩÷Ż¼▀@éĆ─Żą═Ą─ę╗éĆų„ꬥ─ŠųŽ▐į┌ė┌ąĶŪ¾▓╗£pĄ─╝┘įO║═╚ßąį╔·«a─▄┴”ų╗╔·«a╠žČ©Ą─«aŲĘŅÉĄ─╝┘įOĪŻ╬─½I[3]蹊┐┴╦į┌ČÓėŗäØŲ┌ČÓĘNÖCŲ„╔·«aå╬«aŲĘŅÉŻ¼▓óŪęįOéõęÄ─Żļx╔óĢrŻ¼╔·«a─▄┴”Ą─öU│õĪó┐s£pęį╝░╠µōQĄ─▓▀┬įĪŻ╬─½I[4]║═╬─½I[5]蹊┐┴╦╔·«a─▄┴”öU│õĄ─ūŅā×▓▀┬įŻ¼▒M╣▄į┌─Żą═ųą┐╝æ]┴╦äéąįįOéõ║═╚ßąįįOéõų«ķgĄ─▀xō±Ż¼Ą½╩ŪŻ¼╦¹éāĄ──Żą═║═Ū¾ĮŌĘĮĘ©▓╗─▄ų▒Įėæ¬ė├ĄĮPWBčb┼õŠĆå¢Ņ}╔ŽŻ¼╬─½I[6]蹊┐┴╦▓╗═¼ėŗäØŲ┌╔ŽąĶŪ¾ūā╗»ŪęČÓ«aŲĘŅÉ▒│Š░Ž┬Ż¼äéąįįOéõ║══Ļ╚½╚ßąįįOéõų«ķgĄ─ÖÓ║Ōå¢Ņ}ĪŻ╬─½I[7]ļS║¾į┌ļSÖCČÓĘNąĶŪ¾Ūķą╬ęį╝░«aŲĘ╔·├³ų▄Ų┌▓╗┤_Č©Ą─▒│Š░Ž┬īóŲõĮY╣¹▀Mąą┴╦öUš╣Ż«╬─½I[8]ė├ę╗ŅÉ─Żą═üĒ▒╚▌^į┌▓╗═¼Ą─╔·«aŁhŠ│║═┐žųŲ▓▀┬įŽ┬Ż¼«aŲĘĄ─ČÓśėąį║═╔·«aĄ─▀^│╠╚ßąįī”ė┌╔·«aĄ─ė░ĒæŻ«▀@║═▒Š╬─Ą──Żą═ėąę╗Č©Ą─ŅÉ╦Ųų«╠ÄŻ¼Ą½╩Ūę¬ųĖ│÷Ą─╩Ū╦¹éā▓óø]ėą┐╝æ]«aŲĘĄ─ĮYśŗŻ¼ę▓Š═╩Ū«aŲĘĄ─BOM╝s╩°Ż«╬─½I[9]蹊┐┴╦ąĶŪ¾ļSĢrķgūā╗»Ą─Ūķą╬Ž┬╔·«a─▄┴”Ą─öU│õå¢Ņ}Ż¼╦¹éāęįūŅąĪ╗»ą┬įOéõ═Č┘Y│╔▒ŠĪóįOéõ▀\ū„│╔▒Š║═Äņ┤µ│╔▒Š×ķ─┐ś╦Ż¼╠ß│÷┴╦ę╗éĆČÓļAČ╬Ą─╗ņ║Žš¹öĄęÄäØ─Żą═Ż¼▓óŪę═©▀^Lasransian╦╔│┌Ą─ĘĮĘ©üĒīżšęėąą¦Ą─ą┬įOéõ═Č┘YėŗäØĪŻ╬─½I[10]┐╝æ]┴╦į┌ę╗ŽĄ┴ąļx╔óĄ─ąĶŪ¾Ūķą╬Ž┬Ż¼▓óį┌ÅVČ©Ą─═Č┘Y╝s╩°Ž┬┘Å┘Ią┬įOéõŻ¼ęį╬┤ØMūŃąĶŪ¾ūŅąĪ╗»×ķ─┐ś╦Į©┴ó┴╦ę╗éĆļSÖCš¹öĄęÄäØ─Żą═ĪŻ╦¹éāšęĄĮ┴╦ę╗éĆ▓╗ļSąĶŪ¾ūā╗»Ą─┘Å┘IįOéõĄ─╝»║ŽŻ¼į┌įō╝»║Žųą▀xō±┘Å┘IįOéõŻ¼┐╔ęįęįūŅąĪĄ─═Č┘Y│╔▒ŠØMūŃūŅ┤¾Ą─ąĶŪ¾Ż«į┌ČÓėŗäØŲ┌Ż¼ČÓ«aŲĘŅÉŻ¼ąĶŪ¾┤_Č©Ą½Ģ■ļS▓╗═¼ėŗäØŲ┌░l╔·ūā╗»Ą─ŪķørŽ┬Ż¼╬─½I[11]╠ß│÷┴╦ę╗éĆPWBčb┼õŠĆ─▄┴”öU│õĄ──Żą═Ż¼įō─Żą═┐╝æ]┴╦ÖCŲ„Ą─╚ßąįęį╝░«aŲĘĄ─BOM╝s╩°Ż«╬─½I[12]į┌įō╗∙ĄA╔ŽöUš╣ĄĮļSÖCĄ─ČÓĘNąĶŪ¾Ūķą╬Ž┬Ą─╔·«a─▄┴”öU│õå¢Ņ}Ż¼╠ß│÷┴╦ę╗ĘN═©▀^Ū¾ĮŌČÓéĆ▒│░³å¢Ņ}üĒĘųĮŌįŁå¢Ņ}Ą─ĘĮĘ©ĪŻĄ½╩ŪŻ¼╬─½I[12]ų╗蹊┐┴╦─▄┴”öU│õå¢Ņ}Ż¼Č°ø]ėą┐╝æ]─▄┴”┐s£pęį╝░─▄┴”▐DęŲå¢Ņ}Ż¼«ö┐╝æ]─▄┴”┐s£pęį╝░─▄┴”▐DęŲĢrŻ¼¤oĘ©ė├▒│░³å¢Ņ}üĒ├Ķ╩÷─▄┴”š{š¹Ż¼ąĶę¬ķ_░lŲõ╦¹Ą─╦ŃĘ©üĒŪ¾ĮŌ▀@ę╗å¢Ņ}Ż«▒Š╬─īó蹊┐ļSÖCČÓĘNąĶŪ¾Ūķą╬Ž┬Ą─╔·«a─▄┴”š{š¹å¢Ņ}Ż¼į┌▀@ĘN▓╗┤_Č©Ą─Ūķą╬Ž┬▀Mąą╔·«a─▄┴”Ą─š{š¹Ż¼īóĢ■ĦüĒ’LļUŻ¼ę“┤╦į┌─Żą═ųąīó╝ė╚ļī”ė┌’LļUĄ─├Ķ╩÷Ż¼▒Š╬─╠ß│÷Ą─Ū¾ĮŌĘĮĘ©▓╗āHāHĮŌøQ─▄┴”öU│õå¢Ņ}Ż¼Č°Ūę▀Ć─▄ē“Ą├ĄĮ═Ļš¹Ą──▄┴”š{š¹øQ▓▀(░³└©įOéõ▓ąČęį╝░įOéõ▐DęŲ)ĪŻ
╬─š┬Ą─ĮYśŗ╚ńŽ┬Ż║Ą┌2╣Ø╠ß│÷┴╦PWBčb┼õŠĆĄ─ę╗éĆ─▄┴”ęÄäØ─Żą═Ż╗Ą┌3╣Ø╠ß│÷┴╦£p╔┘╦č╦„┐šķgĄ─ę╗éĆåó░l╩Į╦ŃĘ©Ż¼Ą├ĄĮ─Żą═Ą─š{š¹┬į╝»Ż╗Ą┌4╣Ø▀\ė├▀zé„╦ŃĘ©ī”š{š¹┬į╝»▀Mąą╦č╦„Ż╗Ą┌5╣Ø═©▀^īŹ└²“×ūC┴╦▒Š╬─ĘĮĘ©Ą─š²┤_ąį║═┐╔ąąąįŻ╗Ą┌6╣Ø×ķ╬─š┬Ą─ĮYšō▓┐ĘųĪŻ
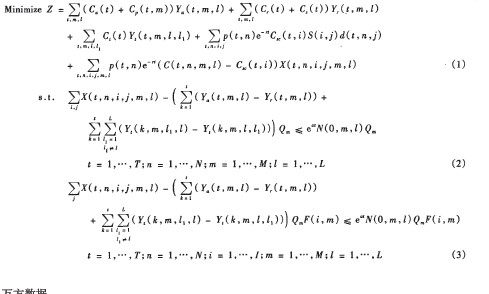
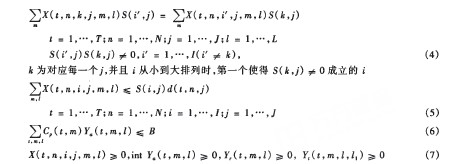
2 BOM╝s╩°Ž┬Ą──▄┴”ęÄäØå¢Ņ}
▒Š╬─īóę¬┐╝æ]ļSÖCąĶŪ¾Ž┬Ą──▄┴”ęÄäØå¢Ņ}Ż¼į┌ČÓéĆĢrķgČ╬╔ŽąĶŪ¾ėąČÓĘN┐╔─▄Ūķą╬Ż¼į┌▀@ĘN▓╗┤_Č©Ą─Ūķą╬Ž┬▀Mąą╔·«a─▄┴”Ą─š{š¹Ż¼īóĢ■ĦüĒ’LļUŻ¼ę“┤╦į┌ū÷│÷─▄┴”š{š¹øQ▓▀ĢrŻ¼ąĶę¬┐╝æ]ā╔éĆ─┐ś╦Ż¼╝┤ūŅ┤¾Ą─Ų┌═¹╩šęµ║═ūŅąĪĄ─’LļUŻ«į┌╬─½I[13]Ą─FMS─▄┴”ęÄäØ─Żą═ųąŻ¼▀\ė├Ų┌ÖÓČ©ārĄ─ĘĮĘ©├Ķ╩÷┴╦’LļUŻ¼▒Š╬─ę▓īó▓╔ė├▀@ĘNĘĮĘ©▒Ē╩÷’LļUĪŻ
Š▀¾w─Żą═├▀╚ńŽ┬Ż¼ŲõųąĄ─Ę¹╠¢║═ģóöĄęŖ▒Ē1ĪŻ
▒Ē1 ─Żą═ųąĄ─Ę¹╠¢║═ģóöĄ
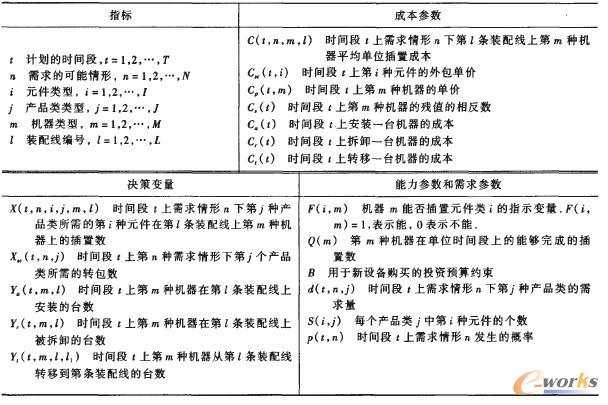
╔Ž╩÷─Żą═╝ė╚ļ┴╦ī”ė┌’LļUĄ─├Ķ╩÷Ż¼Ųõųąr╩ŪĦėą’LļUĄ─╩šęµ┬╩(═Č┘Ył¾│Ļ┬╩)Ż¼a×ķ─ĻŲ┌═¹’LļU╩šęµ┬╩(’LļU┘N╦«)Ż¼”┴ = rŻŁrfŻ¼rf×ķ¤o’LļU└¹┬╩ĪŻ─Żą═ųą(1)╩Į×ķ─┐ś╦║»öĄŻ¼Ū░╚²ĒŚ╩Ūčb┼õŠĆĄ─š{š¹│╔▒ŠŻ¼Ęųäeī”æ¬ė┌š{š¹ą┬ÖCŲ„Īó▓ąČęčėąÖCŲ„Īó▐DęŲÖCŲ„Ą─│╔▒ŠŻ¼Ą┌╦─ĒŚ║═Ą┌╬ÕĒŚ×ķŲ┌═¹Ą─═Ō░³│╔▒Š║═Ų┌═¹Ą─╔·«a│╔▒Šų«║═ĪŻ(2)╩Į║═(3)╩Į×ķ─▄┴”╝s╩°Ż¼Ęųäeę¬Ū¾├┐┼_ÖCŲ„Ą─┐é▓Õų├öĄ▓╗│¼▀^Ųõ┐é─▄┴”║═Ą┌iĘNį¬╝■Ą─╔·«aėŗäØ▓╗│¼▀^├┐┼_ÖCŲ„Ą──▄┴”ĪŻ(4)╩Į×ķBOM╝s╩°Ż¼ę¬Ū¾├┐éĆ«aŲĘŅÉ▒žĒÜį┌═¼ę╗Ślčb┼õŠĆ╔Ž═Ļ│╔Ż¼ę▓╝┤ę¬Ū¾├┐Ślčb┼õŠĆ╔Ž«aŲĘŅÉĄ─į¬╝■╔·«aėŗäØ▒žĒÜØMūŃBOM╝s╩°ĪŻ(5)╩Į×ķąĶŪ¾╝s╩°Ż¼ę¬Ū¾├┐ĘNį¬╝■Ą─╔·«aėŗäØ▓╗─▄│¼▀^ąĶŪ¾ĪŻ(6)╩Į×ķ═Č┘YŅA╦Ń╝s╩°Ż¼ę¬Ū¾š{š¹ą┬įOéõĄ─┐é═Č┘Y▓╗─▄│¼▀^ŅA╦ŃĪŻ(7)╩Į×ķĘŪžō║═š¹öĄ╝s╩°ĪŻ
─Żą═M0╩Ūę╗éĆ┤¾ęÄ─Ż╗ņ║Žš¹öĄęÄäØå¢Ņ}Ż¼ę╗éĆīŹļHĄ─å¢Ņ}╚ń18Ślčb┼õŠĆė├5ŅÉį¬╝■ųŲįņ3éĆ«aŲĘŅÉŻ¼├┐Ślčb┼õŠĆėŗäØŲ┌│§ŲĮŠ∙ėą6┼_▓Õų├ÖCŲ„Ż¼┐╔▀xė├Ą─ÖCŲ„ĘNŅÉ×ķ40Ż¼ėŗäØŲ┌(ā╔─Ļ)▒╗Ą╚Ęų×ķ8éĆĢrķgČ╬(╝ŠČ╚)Ż¼ät─Żą═ėą159Ż¼840éĆī”æ¬ė┌╔·«aėŗäØĄ─▀B└møQ▓▀ūā┴┐Ż¼106Ż¼560éĆī”æ¬ė┌čb┼õŠĆš{š¹Ą─š¹öĄøQ▓▀ūā┴┐║═297Ż¼224éĆ╝s╩°Ż«įō─Żą═¤oĘ©ų▒Įė▀MąąŪ¾ĮŌĪŻ
3 £pąĪ╦č╦„┐šķgĄ─┬į╝»Ū¾ĮŌĘĮĘ©
╚ń╔Ž╣Ø╦∙╩÷Ż¼ę╗éĆīŹļHĄ─å¢Ņ}ųą║¼ėą106Ż¼560éĆ─▄┴”š{š¹š¹öĄøQ▓▀ūā┴┐Ż¼Ą½╩Ū╩┬īŹ╔Ž┐╔─▄ų╗╩Ū─│ÄūĘNÖCŲ„╝ėĄĮ─│ÄūŚlčb┼õŠĆ╔ŽŻ¼ę▓Š═ęŌ╬Čų°║▄ČÓš¹öĄøQ▓▀ūā┴┐Ą─ųĄ×ķ┴ŃŻ«ę╗éĆų▒ė^Ą─ĮŌßī╩ŪŻ¼ī”ė┌├┐ę╗Ślčb┼õŠĆŻ¼ė╔ė┌╔·«aę¬ØMūŃąĶŪ¾║═│╔▒Š╝s╩°ęį╝░«aŲĘŅÉĄ─BOM╝s╩°Ż¼═¼Ģr┐╝æ]čb┼õŠĆ╔ŽęčėąĄ─ÖCŲ„Ż¼─│ą®ĘNŅÉĄ─ÖCŲ„╝ėĄĮįōŚlčb┼õŠĆ╔Ž╩Ū▓╗┐╔╚ĪĄ─ĪŻę“┤╦┐╔ęį═©▀^ę╗ą®åó░l╩Į╦ŃĘ©░č▀@ą®▓╗┐╔╚ĪĄ─øQ▓▀ūā┴┐Å─╦č╦„┐šķgųą╚źĄ¶Ż¼▒Š╬─Ž╚Ū¾ĮŌ─Żą═M0Ż¼Ą├ĄĮę╗éĆī”æ¬ė┌├┐éĆĢrķgČ╬├┐Ślčb┼õŠĆąĶę¬╝ė─│ą®ÖCŲ„Ą─╝»║Ž(ĘQ×ķį÷čb┬į╝»Ż¼┬į╝»ųąĄ─├┐ę╗éĆį¬╦ž▒Ē╩Šį┌─│éĆĢrķgČ╬╔Ž─│ĘNÖCŲ„╝ėĄĮ─│Ślčb┼õŠĆ╩Ū║Ž▀mĄ─)Ż¼╚╗║¾æ¬ė├ę╗ą®ęÄätī”Ųõ▀Mąąą▐š²Ż¼Ą├ĄĮįOéõš{š¹┬į╝»(░³└©į÷čbĪó▓ąČęį╝░▐DęŲ)Ż¼ūŅ║¾æ¬ė├▀zé„╦ŃĘ©(GA)╦č╦„š{š¹┬į╝»ęįĄ├ĄĮå¢Ņ}Ą─ę╗éĆĮ³╦ŲūŅā×ĮŌĪŻ
ė├{A(tŻ¼mŻ¼Z)}▒Ē╩ŠĢrķgČ╬t╔Žī”æ¬╦∙ėąąĶŪ¾Ūķą╬ĢrĄ┌mĘNÖCŲ„æ¬įō╝ėĄĮĄ┌zŚlčb┼õŠĆ╔ŽĄ─╝»║ŽŻ¼{B(tŻ¼nŻ¼mŻ¼L)}▒Ē╩ŠĢrķgČ╬t╔Žī”æ¬├┐ĘNąĶŪ¾Ūķą╬rtĢrĄ┌mĘNÖCŲ„æ¬įō╝ėĄĮĄ┌ZŚlčb┼õŠĆ╔ŽĄ─╝»║ŽŻ¼ät╝»║Ž{B(tŻ¼nŻ¼mŻ¼L)}┐╔ęį═©▀^ŅÉ╦Ųė┌┤_Č©ąĶŪ¾Ž┬į÷čb┬į╝»Ą─Ū¾ĮŌĘĮĘ©Ą├ĄĮ(Š▀¾w╦ŃĘ©ęŖ╬─½I[11])Ż«
į┌Ą├ĄĮ{B(tŻ¼nŻ¼mŻ¼L)}ų«║¾Ż¼╚ń║╬Ą├ĄĮ{A(tŻ¼mŻ¼L)}Ż¼ę╗éĆų▒ė^Ą─ĘĮĘ©╚ńŽ┬Ż║
![]()
(8)╩ĮīŹļH╔Ž╩Ūę╗ĘNŪ¾╦∙ėą╩ął÷ąĶŪ¾Ūķą╬Ž┬Ą─ūŅ┤¾Ą─į÷čb┬į╝»Ą─ĘĮĘ©ĪŻ
į┌┤_Č©š{š¹┬į╝»ĢrŻ¼ļm╚╗Ū¾Ą├Ą─{A(tŻ¼mŻ¼L)}╩Ūę╗éĆį÷╝ėÖCŲ„Ą─╝»║ŽŻ¼Ą½╩Ūį┌ČÓėŗäØŲ┌Ģrį┌įō┬į╝»Ž┬Ū¾ĮŌŻ¼╚į╚╗Ģ■│÷¼F▓ąČÖCŲ„Ą─ŪķørŻ¼ę╗éĆų▒ė^Ą─įŁę“╩Ūė╔ė┌ķ_╩╝Ą─ėŗäØŲ┌į÷╝ė┴╦▌^ČÓĄ──│ĘNÖCŲ„Č°ī¦ų┬║¾Ų┌Ą─ĢrķgČ╬╔ŽąĶę¬▓ąČŻ«╗∙ė┌▀@éĆįŁę“Ż¼ąĶę¬ī”╝»║Ž{A(tŻ¼mŻ¼L)}ū„╚ńŽ┬Ą─ą▐š²Ż║į┌┤_Č©├┐éĆĢrķgČ╬Ą─š{š¹┬į╝»ĢrŻ¼Č╝╩╣╦³░³║¼ęįŪ░Ė„Ų┌┬į╝»ųąŽÓæ¬Ą─į¬╦žŻ«═¼Ģrė╔ė┌Ū¾Ą├Ą─{B(tŻ¼nŻ¼mŻ¼L)}╩Ū├┐éĆĢrķgČ╬t╔Ž├┐ĘNąĶŪ¾Ūķą╬nŽ┬æ¬įōį÷╝ėĄ─ÖCŲ„╝»║ŽŻ¼¤oĘ©Ą├ĄĮįōĢrķgČ╬╔ŽįōąĶŪ¾Ūķą╬Ž┬æ¬įō▓ąČĄ─ÖCŲ„╝»║ŽŻ«ĮŌøQ▀@éĆå¢Ņ}Ą─ę╗éĆĘĮĘ©╩ŪŻ¼ė╔ė┌į┌ėŗäØŲ┌│§┤µį┌ę╗éĆ│§╩╝Ą─čb┼õŠĆ▓╝ŠųŻ¼Č°┐╝æ]ĄĮÖCŲ„Ą─▓ąČų╗─▄╩Ūī”æ¬ė┌─│ĢrķgČ╬╔Ž─│Ślčb┼õŠĆ┤µį┌▀@ĘNÖCŲ„Ą─Ūķą╬Ż¼ę“┤╦┐╔ęį▀Mę╗▓ĮĄ─ą▐š²╝»║Ž{A(tŻ¼mŻ¼L)Ż║į┘į┌├┐éĆĢrķgČ╬╝»║ŽĄ─į¬╦žųąŻ¼╝ė╚ļ│§╩╝▓╝Šų╔Ž┤µį┌Ą─ÖCŲ„ĘNŅÉŻ«ū÷┴╦╔Ž╩÷ā╔┤╬ą▐š²║¾Ż¼┐╔ęįĄ├ĄĮūŅĮKĄ─╝»║Ž{A(tŻ¼mŻ¼L)}▒ž╚╗ę▓░³║¼┴╦ąĶę¬▓ąČÖCŲ„Ą─╝»║ŽŻ«ė╔ė┌│§╩╝Ą─čb┼õŠĆ▓╝Šųī”ė┌ÖCŲ„ĘNŅÉę▓╩ŪŽĪ╩ĶĄ─Ż¼ū„╚ń╔ŽĄ─╠Ä└Ēļm╚╗Ģ■╩╣å¢Ņ}Ą─ęÄ─Ż╚į╚╗▌^┤¾Ż¼Ą½╩ŪŽÓ▒╚▌^įŁ╩╝å¢Ņ}Č°čįŻ¼╦³╚į╚╗į┌║▄┤¾│╠Č╚╔Ž┐sąĪ┴╦╦č╦„┐šķgĪŻ
«ö─Żą═M0ĪŻĄ─š{š¹┬į╝»┤_Č©║¾Ż¼┐╔ęį═©▀^Ū¾ĮŌą┬Ą──Żą═M1ĪŻüĒĄ├ĄĮĮ³╦ŲūŅā×ĮŌŻ«─Żą═ĪŻų╗ąĶ░čųŌĪŻųąĄ─(7)╩Į╠µōQ│╔Ż║

4 ▀zé„╦ŃĘ©╦č╦„š{š¹┬į╝»
æ¬ė├▀zé„╦ŃĘ©╦č╦„š{š¹┬į╝»Ż¼ęįŽ┬īóų„ę¬ĮķĮB╦ŃĘ©Ą─ŠÄ┤aĘĮĘ©║═éĆ¾w▀mæ¬Č╚įuārĘĮĘ©Ż¼ŠÄ┤aĘĮĘ©Ż║
╦ŃĘ©ųą╚Š╔½¾wų▒Įėė├0Ī¬20Ą─╩«▀MųŲš¹öĄ▀MąąŠÄ┤aŻ¼į┌├┐ę╗╬╗š¹öĄŪ░╝ėę╗éĆĘ¹╠¢╬╗Ż¼Ī░ŻŁĪ▒▒Ē╩Š▓ąČÖCŲ„Ż¼Ī░+Ī▒ät▒Ē╩Šį÷╝ėÖCŲ„ĪŻ╔·│╔│§╩╝╚║¾wĢrŻ¼┐╝æ]ĄĮ▓╗į÷╝ė╚╬║╬ÖCŲ„(ī”æ¬╚Š╔½¾wĄ─╦∙ėą╗∙ę“╬╗×ķ┴Ń)╩Ūå¢Ņ}Ą─ę╗éĆ┐╔ąąĮŌŻ¼Č°Ūę┐╝æ]ĄĮūŅā×ĮŌī”æ¬Ą─╚Š╔½¾wĄ─║▄ČÓ╗∙ę“╬╗īóĢ■×ķ┴ŃŻ¼╦ŃĘ©ųąīó▓╗į÷╝ė╚╬║╬ÖCŲ„┐é╩Ūū„×ķę╗éĆ│§╩╝ĮŌĪŻŲõ╦¹Ą─│§╩╝ĮŌīóė╔ŽĄĮyļSÖC╔·│╔Ż¼×ķ┴╦─▄ē“┤_▒ŻļSÖC╔·│╔Ą─│§╩╝ĮŌ╩Ūå¢Ņ}Ą─┐╔ąąĮŌŻ¼ąĶę¬ėøõø├┐ę╗Ų┌Ą─čb┼õŠĆĮYśŗŻ¼─│ę╗Ų┌Ą─čb┼õŠĆš{š¹øQ▓▀ūā┴┐▒žĒÜęį╔Žę╗Ų┌Ą─čb┼õŠĆĮYśŗ×ķę└ō■Ż¼ų╗ėą«ö╔Žę╗Ų┌čb┼õŠĆ░³║¼─│ĘNÖCŲ„Ż¼ī”æ¬ė┌įōŚlčb┼õŠĆĄ─įōĘNÖCŲ„Ą─╗∙ę“▓┼┐╔─▄╚ĪžōöĄŻ¼▓óŪęžōöĄĄ─Į^ī”ųĄ▓╗─▄│¼▀^įŁėąÖCŲ„Ą─┼_öĄŻ╗Ųõ╦¹Ą─╗∙ę“ų╗─▄ļSÖCĄ─╚Īš²öĄŻ¼▀@ŚlįŁätį┌ūā«É▓┘ū„║═Į╗▓µ▓┘ū„═¼śėąĶę¬ū±čŁĪŻ
éĆ¾w▀mæ¬Č╚įuārĘĮĘ©Ż║
ėøMIN║═MAXĘųäe×ķ─│ę╗┤·╚Š╔½¾wųą╦∙ėą╚Š╔½¾wī”æ¬Ą──Żą═ųŌŻ«Ą──┐ś╦║»öĄųĄĄ─ūŅąĪųĄ║═ūŅ┤¾ųĄŻ¼▒Š╬─Č©┴x╚ńŽ┬Ąž▀mæ¬Č╚║»öĄŻ║

į┌(10)╩ĮųąŻ¼Z©@(y)╩Ū─Żą═M1Ą──┐ś╦║»öĄųĄ╔Žį÷╝ė│¼▀^═Č┘YŅA╦ŃĄ─▀mæ¬ąįæ═┴Pę“ūėP(gŻ¼y)║¾Ą─┐é│╔▒ŠŻ¼g×ķ▀zé„╦ŃĘ©▀M╗»Ą─┤·öĄŻ¼╝┤
į┌(12)╩ĮųąŻ¼ģóöĄ”┴Ī▌0Ż¼”┬ŻŠ0Ż¼yŻ¼g1>1┼cPŠ∙╩Ū┐╔š{ģóöĄŻ¼ė├ęįš{š¹æ═┴Pę“ūėĄ─┤¾ąĪŻ«ŲõųąŻ¼gŻ¼>lĄ─ū„ė├į┌ė┌╦ŃĘ©ķ_╩╝Ą─╚¶Ė╔┤·▓╗┐╝æ]═Č┘YŅA╦Ń╝s╩°Ż«yĄ─ųĄ┐╔š²┐╔žōŻ¼╚¶╚Īš²Ż¼ätŽÓī”Č°čįėą┐sąĪ│¼ŅA╦Ń║¾╣¹Ą─ū„ė├Ż¼Ę┤ų«ätėąĘ┼┤¾│¼ŅA╦Ń║¾╣¹Ą─ū„ė├Ż«ģóöĄ”┴>0Ą─ū„ė├į┌ė┌ī”═Č┘YŅA╦ŃĄ─╝s╩°ļS▀M╗»┤·öĄĄ─į÷╝ėČ°ę¬Ū¾įĮüĒįĮć└ģ¢ĪŻ”┬>0╩Ūš{š¹æ═┴Pę“ūėš¹¾w╦«ŲĮĄ─ģóöĄŻ¼P×ķæ═┴Pę“ūėĄ─╔ŽŽ▐ĪŻ
į┌╔Ž╩÷Ą─╚Š╔½¾wųąø]ėą╗∙ę“╬╗▒Ē╩ŠÖCŲ„Ą─▐DęŲŻ¼Ą½╩ŪīŹļH╔Žė╔ė┌ŠÄ┤aĢrį┌š¹öĄūā┴┐Ū░╝ė┴╦Ę¹╠¢╬╗Ż¼╩╣Ą├╚Š╔½¾wųąęčĮøļ[║¼┴╦ÖCŲ„▐DęŲĄ─ŪķørŻ«┐╝æ]ĄĮ─Żą═Ą─ą╬╩Į║═Ū¾ĮŌĒśą“Ż¼═©▀^▀zé„╦ŃĘ©╦č╦„ĮŌ┐šķgŻ¼Ą├ĄĮę╗éĆ▒Ē╩ŠÖCŲ„į÷£pĄ─ĮŌ┤«Ż¼┤╦Ģr╔·«a─▄┴”š{š¹ęčĮø┤_Č©Ż¼╚╗║¾į┘į┌┤╦─▄┴”š{š¹ĘĮ░ĖŽ┬Ū¾ĮŌę╗éĆ╔·«aėŗäØå¢Ņ}(─Żą═ųŌŻ¼Ą─(2)╩Į║═(3)╩Į)ĪŻ
╚¶ę╗éĆĮŌ┤«ų╗╩Ū┐╝æ]į÷╝ė╗“š▀£p╔┘ÖCŲ„ā╔ĘNŪķørČ°▓╗┐╝æ]ÖCŲ„▐DęŲĄ─ŪķørŻ¼ät═©▀^(10)╩Į┤_Č©Ą─▀mæ¬Č╚║»öĄųĄŲ½Ė▀Ż¼Č°ī”ė┌─Żą═ųŌĪŻųą╔·«a─▄┴”Ą─╝s╩°ø]ėąė░ĒæŻ«╚ńī”ė┌─│éĆĢrķgČ╬t─│ĘNÖCŲ„mĄ├ĄĮš{š¹┬į╝»{A(tŻ¼mŻ¼1)Ż¼A(tŻ¼mŻ¼2)Ż¼A(tŻ¼mŻ¼4)}Ż¼╝┤į┌Ą┌1Īó2Īó4Ślčb┼õŠĆ╔ŽąĶ꬚{š¹ÖCŲ„mŻ¼į┌▀zé„╦ŃĘ©ųąė├╚²éĆ╗∙ę“╬╗▒Ē╩ŠĪŻė╔ė┌├┐éĆĮŌ┤«Ą─├┐éĆ╗∙ę“╬╗▒Ē╩ŠĄ─╩ŪŽÓæ¬ĢrķgČ╬ŽÓæ¬čb┼õŠĆ╔ŽŽÓæ¬ÖCŲ„Ą─į÷£pŪķørŻ¼ätį┌Ū¾ĮŌ╔·«aėŗäØå¢Ņ}ĢrŻ¼ų╗ąĶę¬░č▀@╚²éĆ╗∙ę“┤·╚ļĄĮ─▄┴”╝s╩°((2)╩Į║═(3)╩Į)ųąŻ¼╝┤┐╔Ą├ĄĮĢrķgČ╬t╔Žčb┼õŠĆĄ─īŹļH▓╝ŠųŻ¼ę▓╝┤ī”ė┌─Żą═M1Ż«ųąĄ─╔·«a─▄┴”╝s╩°ø]ėąė░ĒæĪŻ
╚¶─│éĆ╚Š╔½¾wųą▀@╚²éĆ╗∙ę“Ęųäe×ķaŻ¼-b║═C(ŲõųąaŻ¼bŻ¼CŠ∙×ķ┤¾ė┌┴ŃĄ─š¹öĄŻ¼▓ó╝┘Č©a>b)Ż¼ät░Ą╩Šų°į┌ę╗éĆīŹļHĄ─š{š¹ĘĮ░Ė╩ŪīóĄ┌mĘNÖCŲ„Å─Ą┌2Ślčb┼õŠĆ▐DęŲb┼_ĄĮĄ┌1Ślčb┼õŠĆ╔ŽŻ¼īŹļHš{š¹│╔▒ŠŻ║

╚ń╣¹ÜłųĄ░┤šš┘Å┘Iå╬ārĄ─30Żźėŗ╦ŃŻ¼ätCĪ¬C©@<70ŻźCp(tŻ¼m)<0Ż¼╝┤═©▀^▀zé„╦ŃĘ©Ą├ĄĮĄ─▀mæ¬Č╚║»öĄųĄŲ½Ė▀ĪŻ═¼Ģr┐╔ęį┐┤│÷Ż¼▀zé„╦ŃĘ©Ą├ĄĮĄ─═Č┘Y│╔▒Šę▓Ų½Ė▀Ż«ĮŌøQ▀@éĆå¢Ņ}Ą─ę╗éĆĘĮĘ©╩ŪŻ¼į┌įuārę╗éĆ╚Š╔½¾wĄ─▀mæ¬Č╚ĢrŻ¼╩ūŽ╚ūRäe┬į╝»ųąt║═mŽÓ═¼Ą─į¬╦žŻ¼▓ó═¼ĢrūRäe╩Ūʱ┤µį┌ÖCŲ„▐DęŲĄ─ŪķørŻ¼╚ń╣¹┤µį┌Ż¼ätąĶę¬Ė∙ō■(13)╩Įėŗ╦Ń╔·«a─▄┴”š{š¹│╔▒Šęįą▐š²įō╚Š╔½¾wĄ─┐é│╔▒ŠŻ¼▓ó═¼Ģrą▐š²▀mæ¬Č╚║»öĄųĄĪŻ
5 īŹ└²čąŠ┐
5.1 ąĪęÄ─ŻĘ┬šµīŹ└²
æ¬ė├╔Ž╩÷╦ŃĘ©ī”ļSÖCąĶŪ¾Ž┬Ą─čb┼õŠĆ─▄┴”š{š¹å¢Ņ}▀MąąĘ┬šµėŗ╦ŃŻ«╝┘įOŲ¾śIėą2Śl╔·«aŠĆŻ¼╣▓ėą3ĘNÖCŲ„┐╔╣®▀xō±Ż¼╔·«aĄ─«aŲĘŅÉ×ķ2ĘNŻ¼Ūę╣▓ėą3ĘNį¬╝■ĮM│╔Ė„ĘN«aŲĘŅÉŻ¼ėŗäØŲ┌×ķ2éĆ(Š▀¾wöĄō■ęŖ╬─½I[11])ĪŻ
į┌╔Ž╩÷Ą─ęÄ─ŻŽ┬Ż¼┐╔ęį═©▀^öĄīW▄ø╝■LP_solverų▒ĮėŪ¾ĮŌŻ¼ė├Y(tŻ¼mŻ¼L)▒Ē╩ŠĄ┌tĢrķgČ╬╔ŽĄ┌ZŚlčb┼õŠĆĄ┌mĘNÖCŲ„Ą─š{š¹┼_öĄŻ¼y(tŻ¼mŻ¼L)×ķš²▒Ē╩Šį÷╝ėŻ¼×ķžō▒Ē╩Š▓ąČŻ¼ät┐╔ęįĄ├ĄĮūŅā×ĮŌ╚ńŽ┬Ż║
y(1Ż¼1Ż¼1)=1Ż¼y(1Ż¼1Ż¼2)=1Ż¼y(1Ż¼3Ż¼1)=3Ż¼y(1Ż¼3Ż¼2)=3Ż¼r(2Ż¼2Ż¼2)=-lŻ¼r(2Ż¼3Ż¼2)=-1Ż¼ī”æ¬Ą─┐é│╔▒Šā¶¼FųĄ×ķ$1600767ĪŻ
æ¬ė├Ą┌╚²▓┐Ęų╠ß│÷Ą─ĘĮĘ©Ū¾ĮŌĄ├ĄĮĄ─š{š¹┬į╝»×ķ(Ųõųą╚Ī”─=0.5)Ż║A(1Ż¼1Ż¼1)Ż¼A(1Ż¼1Ż¼2)Ż¼A(IŻ¼2Ż¼2)Ż¼A(1Ż¼3Ż¼1)Ż¼A(1Ż¼3Ż¼2)Ż¼A(2Ż¼1Ż¼1)Ż¼A(2Ż¼1Ż¼2)Ż¼A(2Ż¼2Ż¼2)Ż¼A(2Ż¼3Ż¼1)Ż¼A(2Ż¼3Ż¼2)Ż¼Ųõųąę╗╣▓ėą10éĆį¬╦žŻ«į┘æ¬ė├Ą┌╦─▓┐Ęų╠ß│÷Ą─▀zé„╦ŃĘ©╦č╦„┬į╝»Ż¼Ą├ĄĮĄ─ūŅā×ĮŌ×ķŻ║y(1Ż¼1Ż¼1)=1Ż¼y(1Ż¼IŻ¼2)=1Ż¼y(1Ż¼3Ż¼1)=3Ż¼y(1Ż¼3Ż¼2)=3Ż¼r(2Ż¼2Ż¼2)=-1Ż¼g(2Ż¼3Ż¼2)=ę╗1Ż¼ī”æ¬Ą─┐é│╔▒Šā¶¼FųĄ×ķ$1600767ĪŻ
Å─╔Ž╩÷ąĪęÄ─ŻĘ┬šµėŗ╦ŃĄ─ĮY╣¹┐╔ęį┐┤ĄĮŻ¼═©▀^Ū¾╚Ī─Żą═MĪŻĄ─š{š¹┬į╝»Ż¼╩╣Ą├▀zé„╦ŃĘ©Ą─╦č╦„┐šķg£p╔┘┴╦(ąĪęÄ─Żå¢Ņ}£p╔┘┴╦ā╔éĆį¬╦žŻ¼ą¦╣¹▓╗╩Ū║▄├„’@Ż¼Ą½╩Ūī”ė┌┤¾ęÄ─Żå¢Ņ}Ż¼╦č╦„┐šķgīóĢ■ėą▌^┤¾Ę∙Č╚Ą─£p╔┘)ĪŻ═¼Ģr┐╔ęį┐┤ĄĮ═©▀^ėŗ╦ŃĄ├ĄĮĄ─š{š¹┬į╝»į┌£p╔┘╦č╦„┐šķgĄ─═¼Ģr─▄ē“▌^║├Ą─▒Ż│ų╦č╦„┐šķgĄ─═Ļš¹ąįŻ¼Å─Č°╠ßĖ▀┴╦╦ŃĘ©╩šö┐ĄĮūŅā×ĮŌĄ─┐╔─▄ąįĪŻ
▒Ē2 ╔·«aŠĆ│§╩╝▓╝Šų
5.2 ┤¾ęÄ─ŻĄ─Ę┬šµīŹ└²
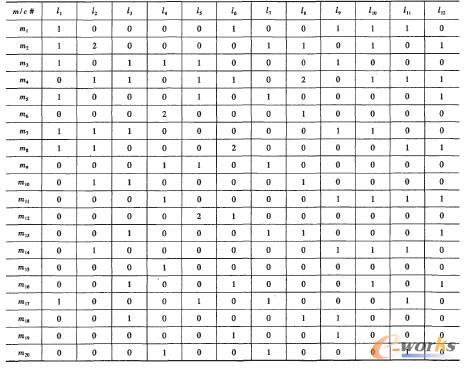
─│Ų¾śIėą12Śl╔·«aŠĆ╔·«a3éĆ«aŲĘŅÉŻ«│§╩╝╔·«aŠĆ▓╝Šų╚ń▒Ē2╦∙╩ŠŻ¼╣▓ėą20ĘNÖCŲ„┐╔╣®▀xō±Ż¼Ųõ╠žš„╚ń▒Ē3╦∙╩ŠŻ¼«aŲĘŅÉĮYśŗ╚ń▒Ē4╦∙╩ŠŻ¼╩ął÷ąĶŪ¾╚ń▒Ē5╦∙╩ŠŻ¼Ė„ĘN╩ął÷ąĶŪ¾Ūķą╬│÷¼FĄ─Ė┼┬╩╚ń▒Ē6╦∙╩ŠŻ«Ė∙ō■šō╬─[11]Ą─┬į╝»Ū¾ĮŌĘĮĘ©Ą├ĄĮÖCŲ„į÷čb┬į╝»╚ń▒Ē7╦∙╩ŠĪŻ
▒Ē3 ┐╔ė├ÖCŲ„╠žš„

▒Ē4 «aŲĘŅÉĮYśŗ

▒Ē5 ČÓĢrķgČ╬╔Ž╩ął÷ąĶŪ¾Ūķą╬
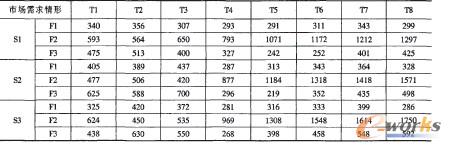
▒Ē6 Ė„╩ął÷ąĶŪ¾Ūķą╬│÷¼FĄ─Ė┼┬╩

▒Ē7 ĢrķgČ╬╔ŽĄ─į÷čb┬į╝»
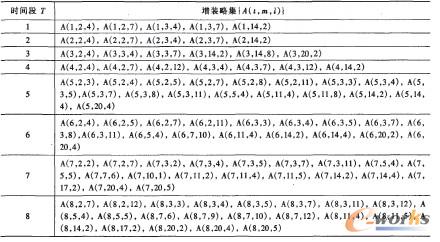
æ¬ė├▒Š╬─╠ß│÷Ą─ą▐š²ĘĮĘ©ī”į÷čb┬į╝»▀Mąąą▐š²Ą├ĄĮįOéõš{š¹┬į╝»Ż¼╚╗║¾į┌ŽÓ═¼Ą─Śl╝■Ž┬▀Mąą╩«┤╬ėŗ╦ŃŻ¼Ą├ĄĮĄ─╩«éĆ╩šö┐ĮŌųąūŅ▓ŅĄ─éĆ¾wī”æ¬Ą─╔·«aŠĆš{š¹øQ▓▀╚ńŽ┬(ī”æ¬Ą─┐é│╔▒Šā¶¼FųĄ×ķ$31772412Ż«oo)Ż║
Y(1Ż¼2Ż¼4)=2Ż¼y(1Ż¼3Ż¼7)=10Ż¼Y(2Ż¼14Ż¼2)=1Ż¼Y(6Ż¼3Ż¼5)=7Ż¼y(6Ż¼3Ż¼7)=1Ż¼lŻ¼(7Ż¼3Ż¼2)=3Ż¼y(7Ż¼3Ż¼4)=5Ż¼Y(8Ż¼3Ż¼12)=1ĪŻ
ūŅāץ─éĆ¾wī”æ¬Ą─╔·«aŠĆš{š¹øQ▓▀╚ńŽ┬(ī”æ¬Ą─┐é│╔▒Šā¶¼FųĄ$31720234.00)Ż║
y(1Ż¼2Ż¼7)=3Ż¼lŻ¼(1Ż¼3Ż¼4)=4Ż¼lŻ¼(3Ż¼3Ż¼7)=5Ż¼y(4Ż¼3Ż¼7)=2Ż¼y(5Ż¼3Ż¼4)=6Ż¼y(5Ż¼3Ż¼5)=4Ż¼lŻ¼(6Ż¼3Ż¼8)=1Ż«į┌╔Ž╩÷īŹ└²ųąŻ¼╩«ĮMĮŌųą─┐ś╦║»öĄųĄų«ķgĄ─ūŅ┤¾š`▓Ņ×ķ0Ż«16ŻźŻ¼┐╔ęįšJ×ķęčĮø╩šö┐ĄĮ┴╦Į³╦ŲĮŌŻ¼ė┌╩Ū╬ęéā░č▀@éĆūŅā×éĆ¾wū„×ķŲ¾śIūŅ║¾Ą─╔·«aŠĆš{š¹▓▀┬įĪŻ
5.3 ╦ŃĘ©Ą─ā×įĮąį
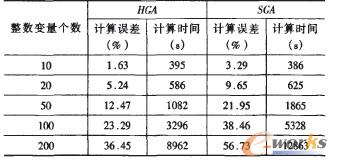
ė╔ė┌▒Š╬─Į©┴óĄ─╔·«a─▄┴”š{š¹─Żą═╩Ūę╗éĆ┤¾ęÄ─ŻĄ─╗ņ║Žš¹öĄęÄäØ─Żą═Ż¼─┐Ū░▀Ćø]ėą▌^║├Ą─ĘĮĘ©▀MąąŪ¾ĮŌŻ¼į┌ęčėą╬─½IųąŻ¼ś╦£╩▀zé„╦ŃĘ©╩Ūę╗ĘN▌^×ķ│Żė├Ą─Ū¾ĮŌ▀@ę╗å¢Ņ}Ą─ĘĮĘ©Ż«ę“┤╦Ż¼╬ęéāīóÅ─ėŗ╦ŃĢrķg║═ėŗ╦Ńš`▓Ņā╔éĆĘĮ├µŻ¼░č▒Š╬─╦ŃĘ©(ėø×ķHGA)Ą─ĮY╣¹┼cś╦£╩▀zé„╦ŃĘ©(ėø×ķSGA)Ą─ĮY╣¹▀Mąą▒╚▌^Ż¼ęįšf├„▒Š╬─╦ŃĘ©Ą─▀mė├ąįęį╝░ā×įĮąįŻ«▒╚▌^ĮY╣¹ęŖ▒Ē8Ż¼Ųõųąėŗ╦Ńš`▓ŅĄ─ėŗ╦ŃĘĮĘ©×ķŻ║«öš¹öĄūā┴┐éĆöĄąĪė┌20ĢrŻ¼įŁå¢Ņ}┐╔ęį═©▀^öĄīW▄ø╝■LP 80lvelrų▒ĮėŪ¾ĮŌŻ¼┤╦ĢrūŅā×ĮŌī”æ¬Ą─ūŅā×ųĄėø×ķOPTŻ¼ėŗ╦ŃĮY╣¹ėø×ķz(x)Ż¼ätėŗ╦Ńš`▓Ņ×ķŻ║(z(x)ę╗oFr)Ż»OPTĪ┴100Ż««öš¹öĄūā┴┐éĆöĄ┤¾ė┌20ĢrŻ¼ė╔ė┌┤╦Ģr¤oĘ©Ą├ĄĮįŁå¢Ņ}Ą─ūŅā×ĮŌŻ¼ę“┤╦═©▀^LP solverŪ¾ĮŌ║÷┬įš¹öĄ╝s╩°ĢrĄ─ŠĆąįęÄäØå¢Ņ}Ż¼Ą├ĄĮūŅā×ĮŌī”æ¬Ą─ūŅā×ųĄėø×ķLBŻ¼ätėŗ╦Ńš`▓Ņ×ķŻ║(z(x)Ī¬LB)Ż¼OPTĪ┴100Ż«ė╔ė┌LB╩ŪįŁ╩╝å¢Ņ}ūŅā×ųĄĄ─Ž┬ĮńŻ¼ę“┤╦Ż¼╦ŃĘ©Ą─īŹļHš`▓Ņꬥ═ė┌įōėŗ╦Ńš`▓ŅĪŻ
▒Ē8Ą─ėŗ╦ŃĮY╣¹’@╩ŠŻ║ļm╚╗▒Š╬─Ą─╦ŃĘ©╠Ä└ĒęÄ─Ż▌^ąĪĄ─å¢Ņ}ĢrŻ¼ėŗ╦ŃĢrķg┼cś╦£╩▀zé„╦ŃĘ©ŽÓ▒╚▓╗Š▀ėą├„’@Ą─ā×ä▌(▀@ų„ę¬╩Ūę“×ķ▒Š╬─Ą─╦ŃĘ©į┌Ū¾ĮŌš{š¹┬į╝»ĢrąĶę¬╗©┘Mę╗Č©Ą─Ģrķg)Ż¼Ą½╩Ūį┌ėŗ╦ŃŠ½Č╚╔Ž╚į╚╗ę¬Ė▀ė┌ś╦£╩▀zé„╦ŃĘ©ĪŻČ°«öå¢Ņ}ęÄ─Ż▌^┤¾Ģr(š¹öĄūā┴┐éĆöĄ┤¾ė┌50)Ż¼▒Š╬─Ą─╦ŃĘ©¤ošōį┌ėŗ╦ŃŠ½Č╚╔Ž▀Ć╩Ūėŗ╦ŃĢrķg╔ŽČ╝▀h▀hā×ė┌ś╦£╩▀zé„╦ŃĘ©Ż¼▀@šf├„┴╦▒Š╬─╦ŃĘ©╠Ä└Ē┤¾ęÄ─Ż╗ņ║Žš¹öĄęÄäØå¢Ņ}Ą─ėąą¦ąįęį╝░ā×įĮąįĪŻ
▒Ē8 ▓╗═¼ęÄ─ŻĄ─ėŗ╦ŃĮY╣¹▒╚▌^
6 ĮYšō
▒Š╬─ßśī”ėĪ╦óčb┼õ░ÕĄ─ųŲįņ▀^│╠Ż¼Į©┴ó┴╦ę╗éĆ╗∙ė┌ČÓĘNąĶŪ¾ĀŅæBĄ─ČÓėŗäØŲ┌ČÓĘN«aŲĘŅÉĄ──▄┴”ęÄäØ─Żą═Ż¼įō─Żą═┐╝æ]┴╦ÖCŲ„Ą─╚ßąįĪó«aŲĘŅÉĄ─BOM╝s╩°ęį╝░▀Mąą╔·«a─▄┴”š{š¹Ą─’LļUĪŻė╔ė┌─Żą═╩Ūę╗éĆ┤¾ęÄ─ŻĄ─╗ņ║═š¹öĄęÄäØå¢Ņ}Ż¼¤oĘ©ė├ę╗░ŃĄ─öĄīW▄ø╝■ų▒Įė▀MąąŪ¾ĮŌŻ¼▒Š╬─╠ß│÷┴╦ę╗ĘNŪ¾ĮŌĮ³╦ŲūŅā×ĮŌĄ─ĘĮĘ©ĪŻ╩ūŽ╚£p╔┘čb┼õŠĆ─▄┴”š{š¹øQ▓▀ūā┴┐Ą─╦č╦„┐šķgŻ¼╚╗║¾æ¬ė├▀zé„╦ŃĘ©▀Mąą╦č╦„Ż«ūŅ║¾═©▀^īŹ└²Ęų╬÷“×ūC┴╦įōĘĮĘ©Ą─┐╔ąąąįŻ¼▓óīóėŗ╦ŃĮY╣¹┼cś╦£╩▀zé„╦ŃĘ©Ą─ėŗ╦ŃĮY╣¹▀Mąą┴╦▒╚▌^ĪŻ▒╚▌^ĮY╣¹▒Ē├„Ż¼ŽÓī”ė┌ś╦£╩▀zé„╦ŃĘ©Č°čįŻ¼▒M╣▄įōĘĮĘ©į┌╠Ä└ĒąĪęÄ─Żå¢Ņ}Ģr▓╗Š▀ėą’@ų°Ą─ā×ä▌Ż¼Ą½╩Ūį┌╠Ä└Ē┤¾ęÄ─Żå¢Ņ}ĢrŻ¼įōĘĮĘ©į┌ėŗ╦ŃŠ½Č╚╔Žęį╝░ėŗ╦ŃĢrķg╔ŽČ╝▀h▀hā×ė┌ś╦£╩▀zé„╦ŃĘ©Ż«ę“┤╦Ż¼▒Š╬─Įo│÷┴╦ę╗ĘN╠Ä└Ē┤¾ęÄ─ŻĄ─ČÓąĶŪ¾ĀŅæBŽ┬ČÓėŗäØŲ┌ČÓĘN«aŲĘŅÉĄ──▄┴”ęÄäØå¢Ņ}Ą─ėąą¦ĘĮĘ©Ż¼×ķŲ¾śIųŲČ©ŽÓæ¬Ą──▄┴”ęÄäØøQ▓▀╠ß╣®┴╦ėą┴”Ą─ų¦│ųĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ėĪ╦óčb┼õ░ÕąąśIERPŽĄĮy┐╝æ]BOMĄ─FMS╔·«aŠĆ─▄┴”ęÄäØå¢Ņ}
▒Š╬─ŠWųĘŻ║http://m.guhuozai8.cn/html/consultation/1082003716.html








![m.guhuozai8.cn═ž▓ĮERP|ERPŽĄĮy|ERP▄ø╝■|ERP╣▄└ĒŽĄĮy▄ø╝■|├Ō┘MERPŽĄĮy|├Ō┘MERP▄ø╝■|├Ō┘M▀MõN┤µ▄ø╝■|├Ō┘Mé}Äņ╣▄└Ē▄ø╝■|├Ō┘MŽ┬▌dīŻśI┘YėŹŠW-ėĪ╦óčb┼õ░ÕąąśIERPŽĄĮy┐╝æ]BOMĄ─FMS╔·«aŠĆ─▄┴”ęÄäØå¢Ņ}-═ž▓ĮERPŽĄĮy▄ø╝■ŲĮ┼_11.5īŻśI░µv10.1.2.1├Ō┘MŽ┬▌d](http://m.guhuozai8.cn/upfile/eweb/2012624222611630_02.gif)

![m.guhuozai8.cn═ž▓ĮERP|ERPŽĄĮy|ERP▄ø╝■|ERP╣▄└ĒŽĄĮy▄ø╝■|├Ō┘MERPŽĄĮy|├Ō┘MERP▄ø╝■|├Ō┘M▀MõN┤µ▄ø╝■|├Ō┘Mé}Äņ╣▄└Ē▄ø╝■|├Ō┘MŽ┬▌dīŻśI┘YėŹŠW-ėĪ╦óčb┼õ░ÕąąśIERPŽĄĮy┐╝æ]BOMĄ─FMS╔·«aŠĆ─▄┴”ęÄäØå¢Ņ}-═ž▓ĮERPŽĄĮyŲĮ┼_Äņ┤µ╣▄└ĒŽĄĮy┼Óė¢ęĢŅlĮ╠▓─](http://m.guhuozai8.cn/upfile/article/201272110454369977977_02.gif)

![m.guhuozai8.cn═ž▓ĮERP|ERPŽĄĮy|ERP▄ø╝■|ERP╣▄└ĒŽĄĮy▄ø╝■|├Ō┘MERPŽĄĮy|├Ō┘MERP▄ø╝■|├Ō┘M▀MõN┤µ▄ø╝■|├Ō┘Mé}Äņ╣▄└Ē▄ø╝■|├Ō┘MŽ┬▌dīŻśI┘YėŹŠW-ėĪ╦óčb┼õ░ÕąąśIERPŽĄĮy┐╝æ]BOMĄ─FMS╔·«aŠĆ─▄┴”ęÄäØå¢Ņ}-═ž▓ĮERPžöäš╣▄└ĒŽĄĮyļŖūėłDĢ°](http://m.guhuozai8.cn/images/ebook.gif)

![m.guhuozai8.cn═ž▓ĮERP|ERPŽĄĮy|ERP▄ø╝■|ERP╣▄└ĒŽĄĮy▄ø╝■|├Ō┘MERPŽĄĮy|├Ō┘MERP▄ø╝■|├Ō┘M▀MõN┤µ▄ø╝■|├Ō┘Mé}Äņ╣▄└Ē▄ø╝■|├Ō┘MŽ┬▌dīŻśI┘YėŹŠW-ėĪ╦óčb┼õ░ÕąąśIERPŽĄĮy┐╝æ]BOMĄ─FMS╔·«aŠĆ─▄┴”ęÄäØå¢Ņ}-═ž▓ĮERPŽĄĮy╣▄└Ē▄ø╝■ĮķĮB](http://m.guhuozai8.cn/upfile/eweb/201241716929941_02.jpg)
![m.guhuozai8.cn═ž▓ĮERP|ERPŽĄĮy|ERP▄ø╝■|ERP╣▄└ĒŽĄĮy▄ø╝■|├Ō┘MERPŽĄĮy|├Ō┘MERP▄ø╝■|├Ō┘M▀MõN┤µ▄ø╝■|├Ō┘Mé}Äņ╣▄└Ē▄ø╝■|├Ō┘MŽ┬▌dīŻśI┘YėŹŠW-ėĪ╦óčb┼õ░ÕąąśIERPŽĄĮy┐╝æ]BOMĄ─FMS╔·«aŠĆ─▄┴”ęÄäØå¢Ņ}-║ŻĀ¢╝»łFŻ║╣®æ¬µ£╣▄└ĒĄ─4┤¾ĘĮ├µ](http://m.guhuozai8.cn/images/c_consultation12.jpg)